 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Модуль АЦП LTR22 был применён в диссертационных исследованиях динамического состояния токарного станка в процессе обточки поверхностей деталей малого диаметра с высокими частотами вращения шпинделя и заданной шероховатостью обработанной поверхности [1]. Заметим, что Установку измерительную LTR автор использовал и в предыдущих своих исследованиях в данной области.
Исследования выполнены на экспериментальном стенде (рисунок 1), состоящем из модернизированного токарного станка с ЧПУ модели 1700ВФ30 и вибродиагностического оборудования, позволившего измерить и оцифровать амплитуды сигналов колебаний детали и инструмента, а также выполнить модальный анализ сконструированного стенда. Вибрационное ускорение станины измерялось стандартным акселерометрами Analog Device ADXL321 и ADXL326. Значение виброперемещений определялось с помощью дальнейшего двойного интегрирования методом трапеций. Измерение перемещений шпинделя относительно передней бабки выполнялось с помощью бесконтактного индуктивного датчика перемещения XS1 M18AB120. Согласование работы всех датчиков по времени происходило по переднему фронту нуль-метки датчика поворота шпинделя.
Оцифровка сигналов всех датчиков и передачи их на ПК производилась с помощью четырехканального АЦП с независимыми входами для виброакустических исследований LTR22.
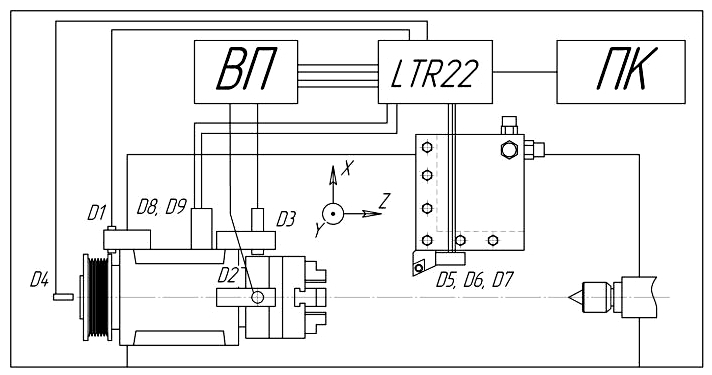
Рисунок 1. Схема установки датчиков.
Оценку качества обработанной поверхности осуществляли по параметру шероховатости Ra на модернизированном профилографе П‑283 с погрешностью 12 % в соответствии с методиками ГОСТ 27964‑88 и ИСО/Р‑468. Модернизация профилографа П‑283 (рисунок 2) заключалась в его оснащении датчиком для измерения реальной длины поверхности детали (4), что позволило следить за перемещением вершины резца относительно детали при известных частотах вращения шпинделя и подачи в процессе точения опытных образцов из разных обрабатываемых материалов (сталь, алюминиевый сплав и т.д.). Модернизация была реализована путем присоединения датчика оборотов приводного двигателя (5), который через редуктор (3) перемещает измерительную головку (2).
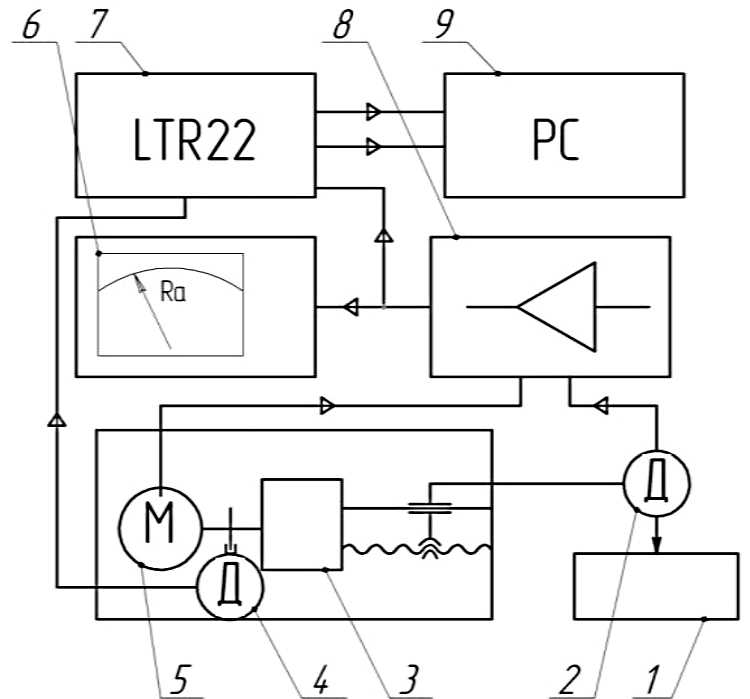
Рисунок 2. Принципиальная схема модернизации профилометра П‑283.
Полученный сигнал в цифровом виде передавался через АЦП LTR22 (7) на ПК (9), это позволило выполнить спектральный анализ шероховатости обработанной поверхности (1). Фактическое значение шероховатости снималось с шкалы прибора (6), что показано на рисунке 3.
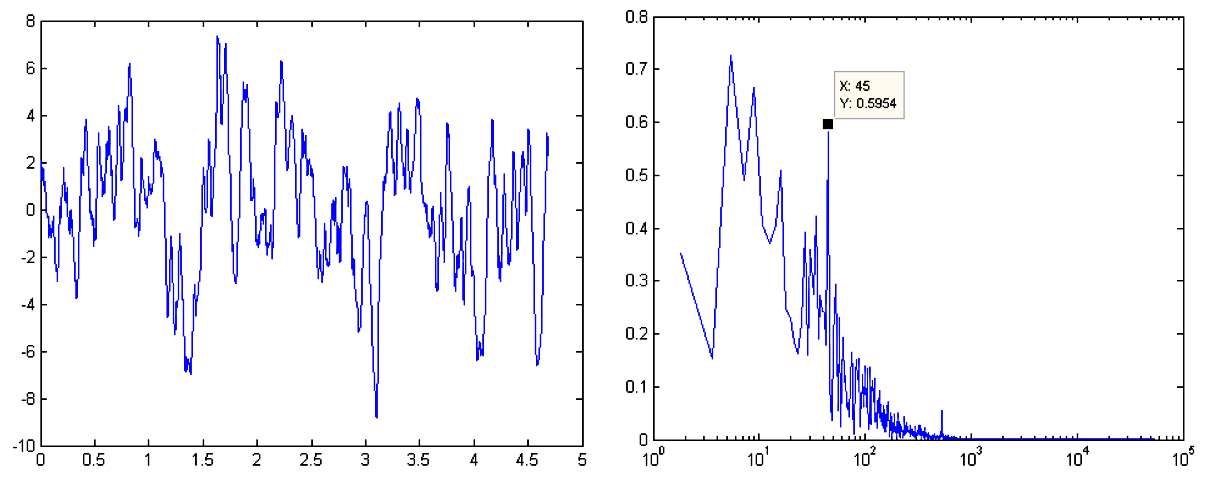
Рисунок 3. Профилограмма (слева) и ее спектральный анализ (справа).
В общей части выводов диссертационной работы [1] автор сообщает, что им решена научно-практическая задача повышения эффективности обработки деталей на токарных станках путем управления динамикой процесса при повышенных частотах вращения шпинделя для обеспечения рекомендованной производителем инструментального материала скорости резания и требований чертежа по точности и шероховатости поверхности обрабатываемой детали.
В частности, разработанные в работе методика и экспериментальный стенд на базе токарного станка модели 1700ВФ30 позволили:
Источник:
Шаповал Ю.В. Підвищення ефективності оброблення деталей на токарних верстатах шляхом керування динамікою процесу з високими частотами обертання шпинделя: автореферат дисертації на здобуття наукового ступеня кандидата технічних наук. – Житомир. – 2018. – 24 с.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск