 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Специалисты из Сумского государственного университета разработали стенд, обеспечивающий возможность токарной обработки с частотой вращения шпинделя до 10 000 об/мин, и оснастили данный стенд средствами измерения колебаний его основных узлов. Необходимость создания такого стенда заключалась в исследовании поведения технологической системы в процессе резания при высокой частоте вращения заготовки и шпинделя, влияния дисбаланса ее частей, влияния самого процесса резания на взаимное перемещение инструмента и детали.
Основой стенда послужил токарный станок высокой точности с числовым программным управлением (ЧПУ) модели 1700ВФ30 с увеличенной мощностью привода главного движения с 700 Вт до 1 500 Вт и с изменённой кинематикой.
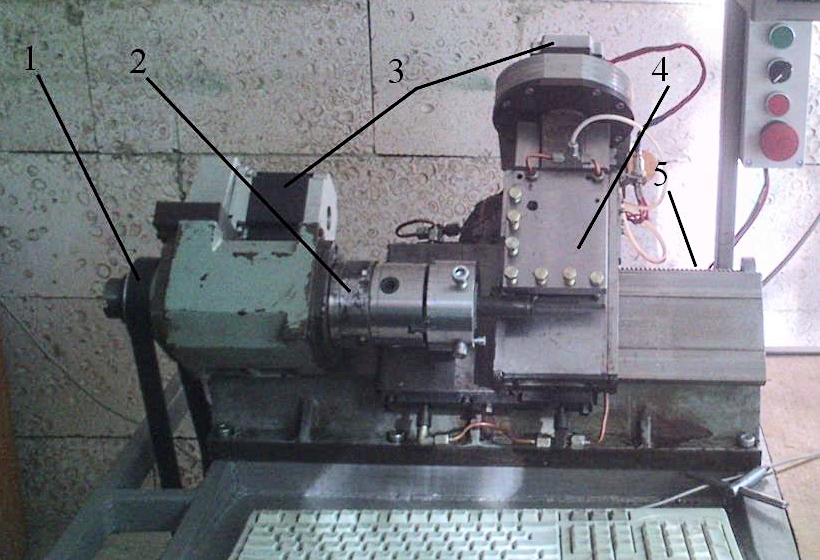
Рисунок 1. Общий вид стенда: 1 – поликлиновый ремень; 2 – шпиндель; 3 – двигатели; 4 – резцовый блок; 5 – шарикововинтовая пара.
Измерительная система стенда позволяет измерять колебания рабочих органов. При токарной обработке наиболее интересны амплитуда и фаза колебаний шпинделя и инструмента. Для синхронизации колебаний основных органов стенда по фазе на шпинделе установлен датчик оборотов D1 (рисунок 2). Ввод данных для обработки осуществляется с помощью АЦП LTR11 в составе Установки измерительной LTR.
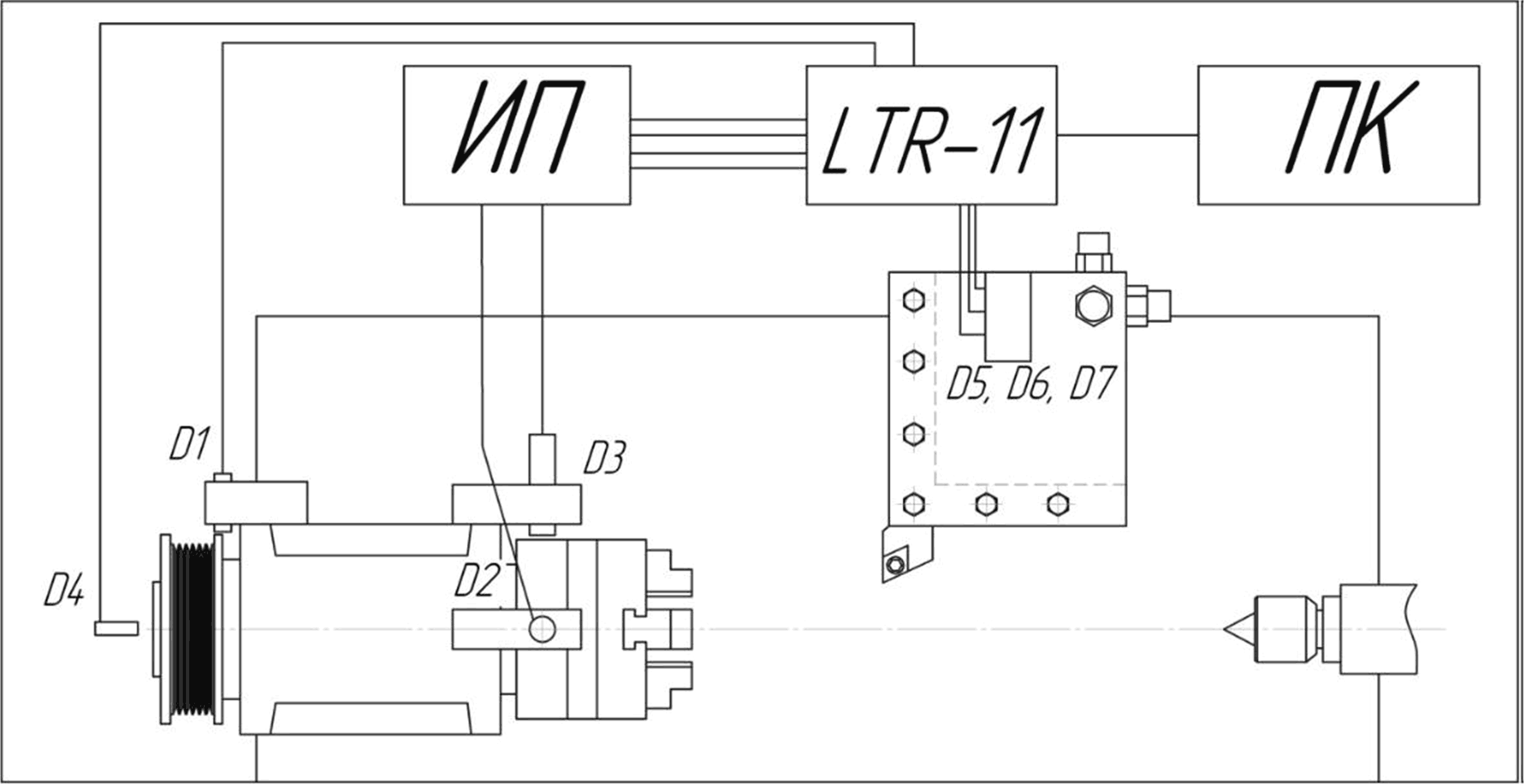
Рисунок 2. Схема установки датчиков.
Измерение колебаний шпинделя происходит с помощью системы бесконтактных датчиков регистрации перемещений D2, D3, D4 и измерительного преобразователя (ИП), измеряющих положение шпинделя по 3 осям в пространстве. Система измерителя расстояния содержит вихретоковый датчик и автогенератор. Характеристики преобразования откалиброванных вихретоковых датчиков приведены на рисунке 3.
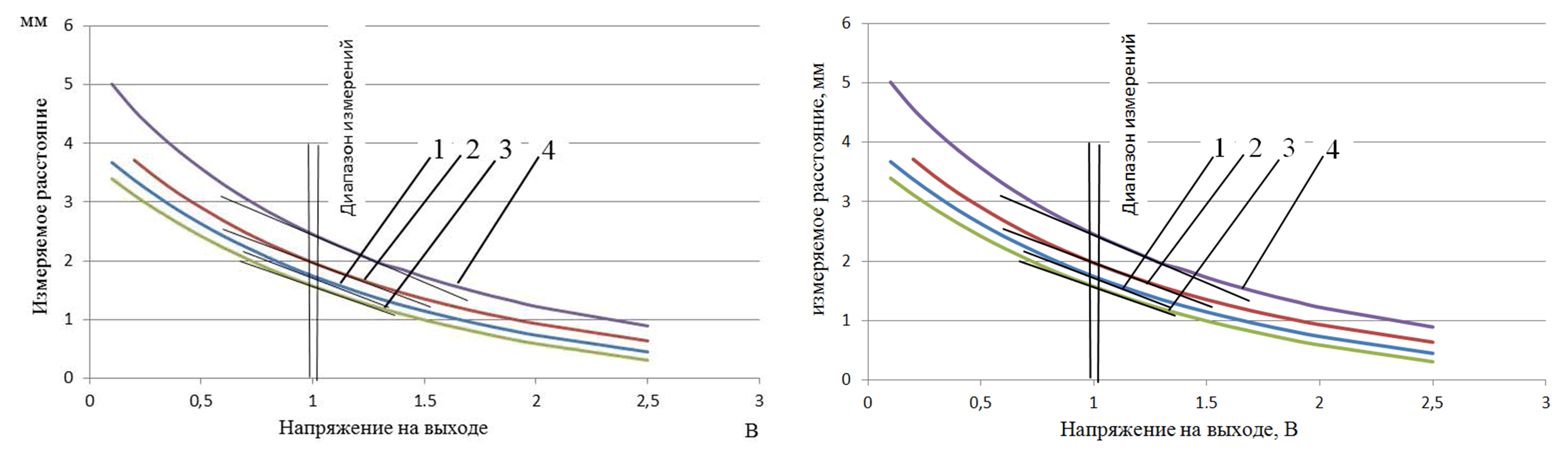
Рисунок 3. Характеристика выходных параметров бесконтактного датчика регистрации перемещений.
Регистрация колебаний инструмента происходит с помощью пьезоэлектрических акселерометров (датчики D5, D6, D7) типа ADXL326.
Амплитудно-частотная характеристика (АЧХ) станка снималась с помощью датчиков KD-35 (D5, D6, D7 на рисунке 2), которые были поочередно установлены на различные узлы станка вдоль различных осей координат. Для получения амплитудно-частотных характеристик, изображенных на рисунке 4, обороты шпинделя станка увеличивали в течение 270 секунд до 10 000 об/мин, затем уменьшали с такой же скоростью до 0 об/мин.
Итоговые исследования АЧХ показали наличие нескольких собственных резонансных частот. Первая собственная частота в диапазоне 10–30 Гц, вторая – около 100 Гц, третья – в диапазоне 155–170 Гц.
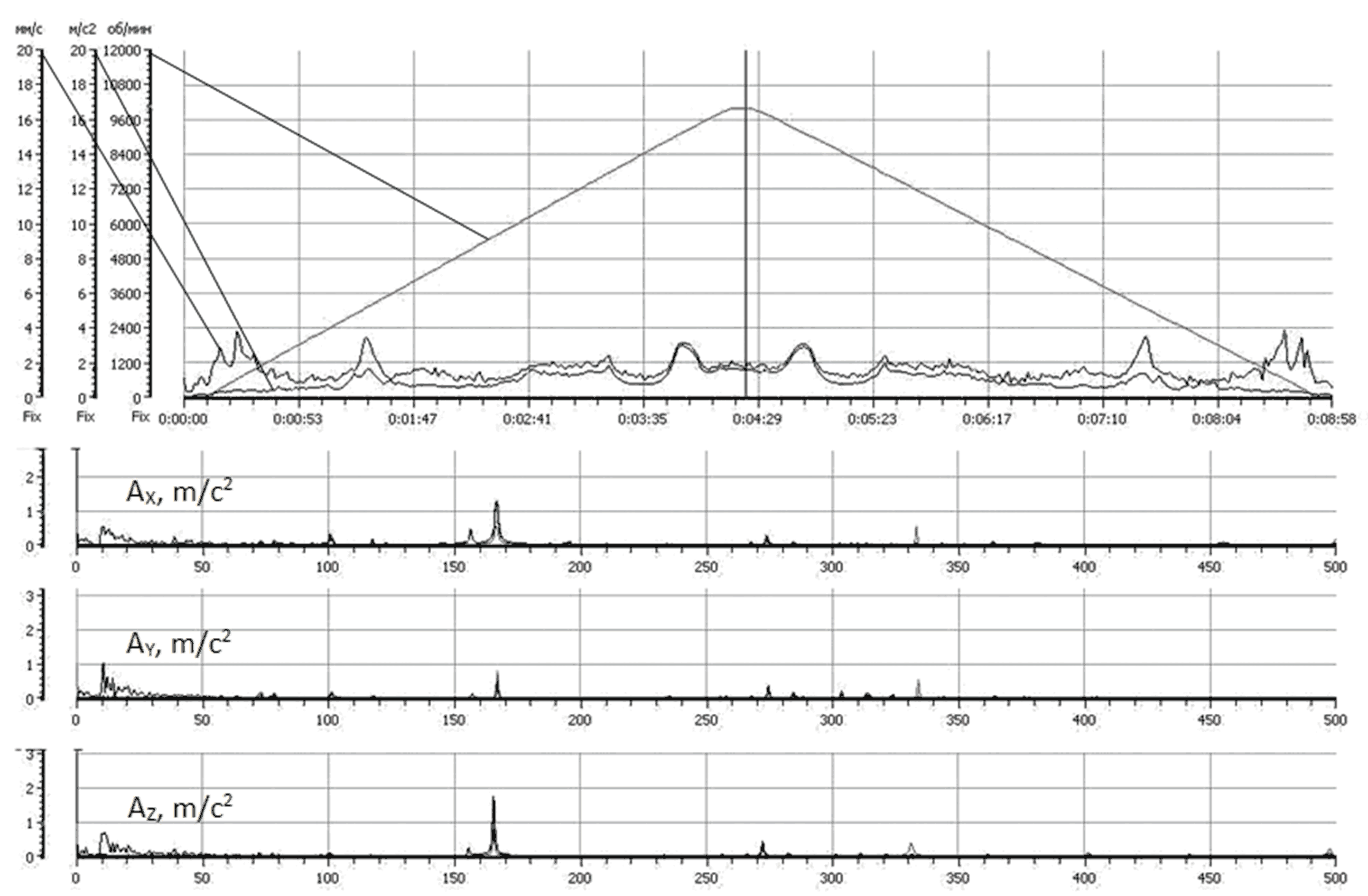
Рисунок 4. Амплитудно-частотная характеристика стенда.
Для исследования биения шпинделя во время вращения во всем диапазоне частот использованы бесконтактные датчики. Амплитуда колебаний шпинделя измерена с помощью осциллографа программы PowerGraph.
Разработанный стенд позволяет исследовать поведение технологической системы в процессе резания при высокой частоте вращения заготовки и шпинделя.
Источник:
Шаповал Ю.В., Криворучко Д.В. Стенд для исследования процесса точения с высокими частотами вращения шпинделя // Журнал инженерных наук. Технологія машинобудування, верстати та інструменти . – № 3. – 2014. – С. А 11 – А 18.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск