 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
На сегодняшний день современные металлообрабатывающие центры еще не в состоянии достоверно оценить степень износа инструмента, используемого при резании металлов. Целью представленного исследования [1] является разработка метода косвенной оценки скорости изнашивания инструмента на основе последовательной модели межсистемной связи, описывающей силовые, тепловые и вибрационные реакции процесса резания на формообразующие движения инструмента.
Для синтеза математической модели зависимости между износом, измеряемой температурой в зоне контакта инструмента с заготовкой, силой резания и вибрационной активностью инструмента была проведена серия натурных экспериментов на токарном станке 1К625 (рисунок 1, слева) с установленном на нём стендом STD.201‑1 для исследования режимов резания при токарной обработке (рисунок 1, справа).
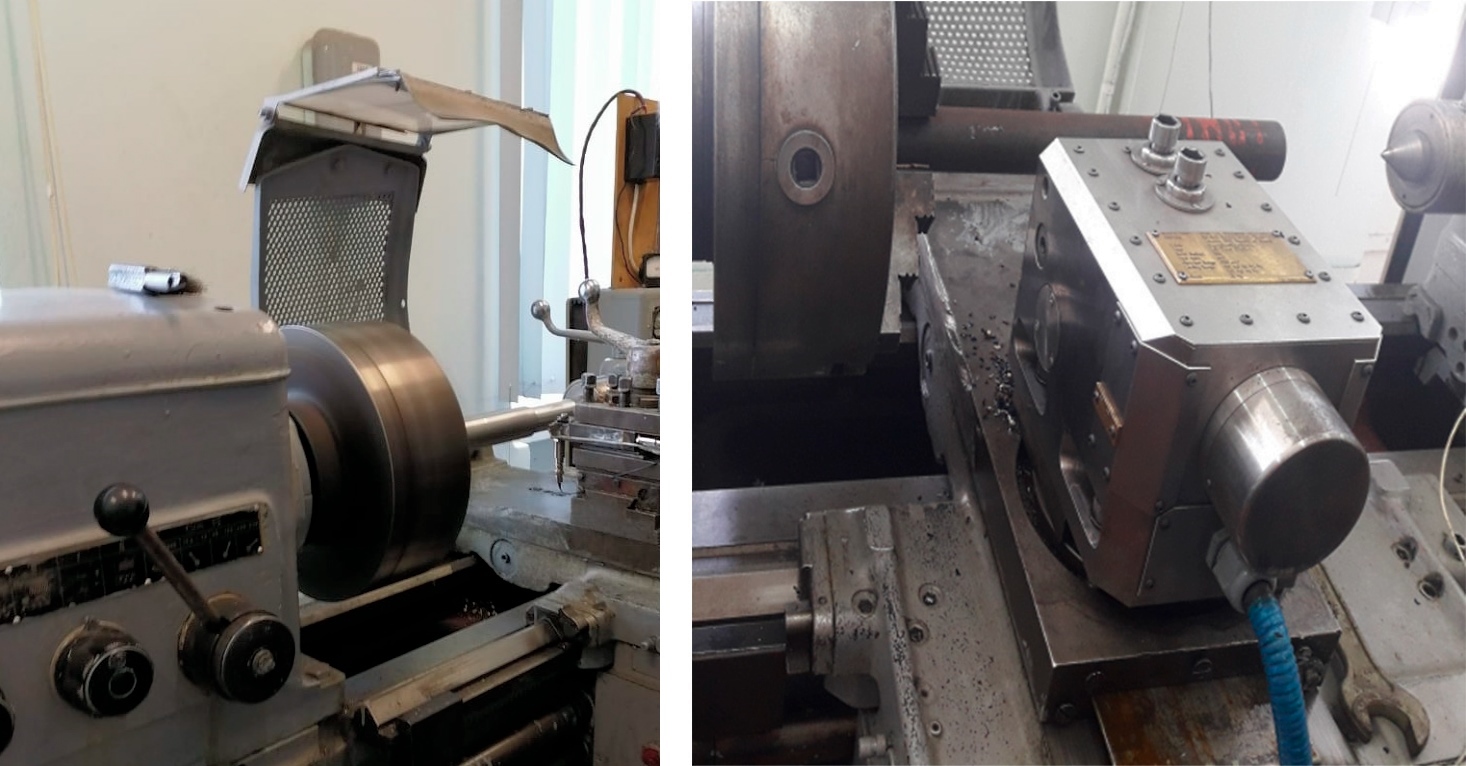
Рисунок 1. Испытательное оборудование: станок 1К625 (слева), измерительный стенд STD.201 (справа).
Также была проведена серия опытов на экспериментальном комплексе собственной разработки (рисунок 2). Стенд STD.201‑1 позволяет измерять силовую реакцию, рассредоточенную по осям деформации инструмента, температуру в зоне резания за счет использования действия собственной термоЭДС, образующейся при контакте инструмента и заготовки. В состав измерительного стенда также входят три виброакселерометра, измеряющие колебания по осям деформации прибора. Опытная машина была предварительно модернизирована; управление двигателем, обеспечивающим режимы работы машины, переведено на частотное управление. Благодаря этому появилась возможность плавно регулировать скорость резки внутри выбранного режима работы станка.
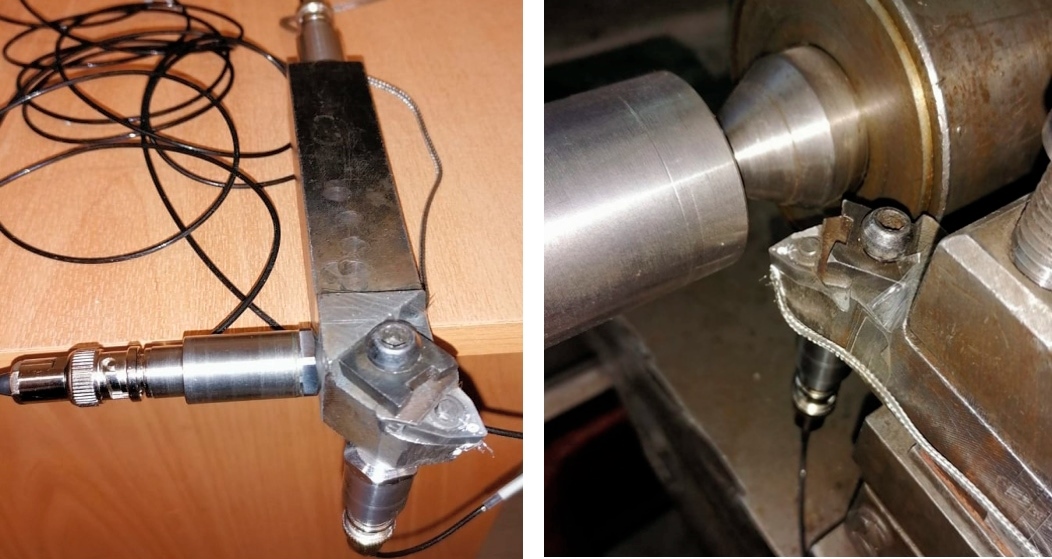
Рисунок 2. Измерительный комплекс со встроенной в прибор термопарой (слева), измерительный комплекс на станке 1K625 (справа).
В одном из экспериментов использовались датчики вибрации производства Global Test AP2081‑10 (Саров, Россия). Эти датчики вибрации имеют аналоговый выход сигнала с очень высокой собственной частой среза 48 кГц, а сам процесс обработки имеет базовую частоту вибрации в диапазоне от 1 до 4 кГц. Для оцифровки такого сигнала необходимо иметь частоту дискретизации не менее 8 кГц. Для решения этой задачи использовался модуль АЦП E14‑440 с интерфейсом USB (рисунок 3).

Рисунок 3. Измерительная система (слева), вибропреобразователь АР2081‑10 (справа).
Износ инструмента в эксперименте оценивали по задней кромке. Для этого после каждого шага обработки делалось фото режущего клина; примеры таких фотографий показаны на рисунке 4.
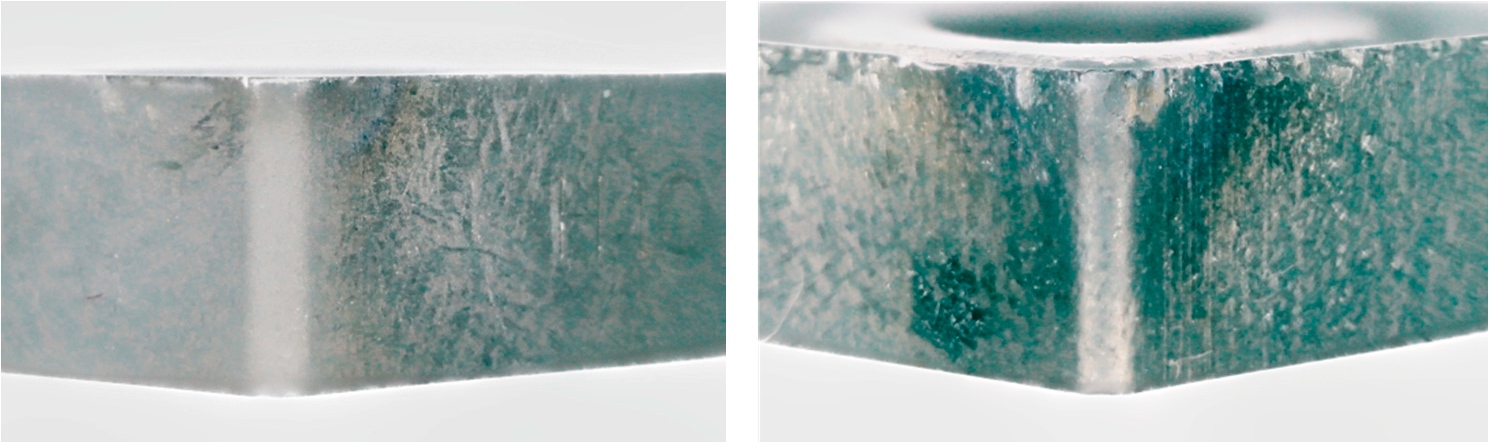
Рисунок 4. Фотографии режущей пластины 10113‑110408 Т15К6.
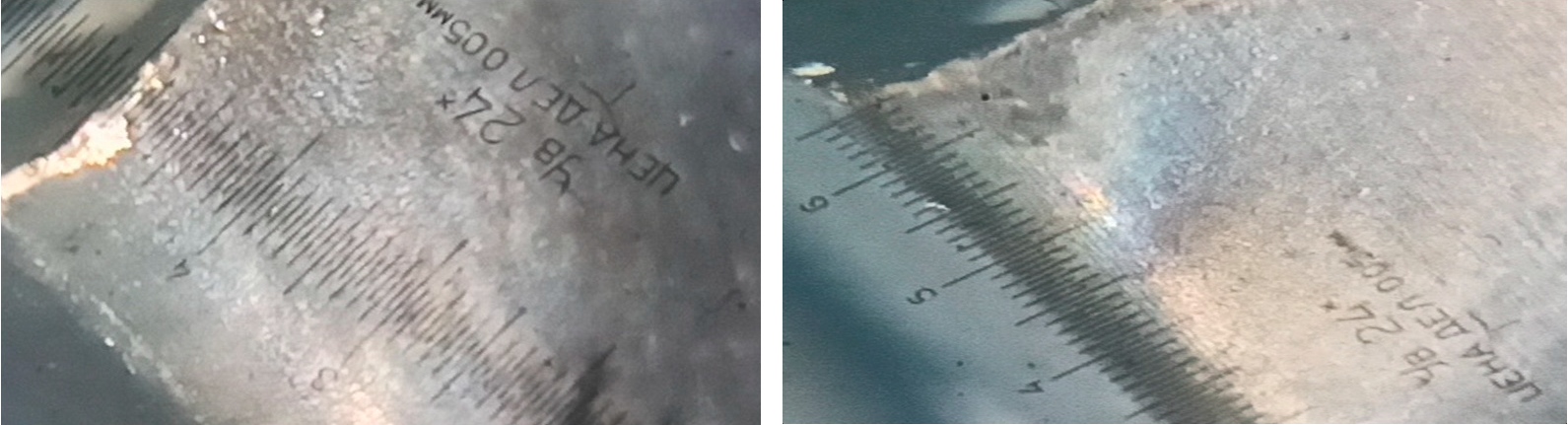
Рисунок 5. Фотографии режущей пластины WNUM 120612 (02114‑120612).
По мнению автора, основное научное положение, вытекающее из анализа полученных результатов, заключается в следующем: процесс изменения (износ) инструмента при резании металлов на металлорежущих станках в полной мере отражается в изменении термодинамических параметров режущей системы. Для непосредственного измерения и возможного расчета осредненных вибрационных характеристик, температуры и времени реакции термодинамической подсистемы, потребуется разработать и внедрить в современное производство интеллектуальный режущий инструмент, который бы включал в себя встроенный датчик температуры и встроенный преобразователь сигнала вибрации. Расчет параметров термодинамической подсистемы должен осуществляться на микроконтроллере, встроенном в резцедержатель, с которого полученное значение степени износа инструмента может быть напрямую передано через сеть предприятия в систему его управления.
На основании этих данных принимаются решения о плановых операциях на конкретных металлорежущих станках или металлообрабатывающих центрах. Как объясняет автор, реализация в такой форме метода оценки степени изношенности инструмента по своей сути соответствует основному направлению развития современного промышленного производства в рамках Индустрии 4.0.
Источник:
Lapshin, V P. Turning Tool Wear Estimation Based on the Calculated Parameter Values of the Thermodynamic Subsystem of the Cutting System. Materials 2021, 14, 6492. https:/ /doi.org/10.3390/ ma14216492
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск