 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Целью исследования [1] было изучение влияния температуры резания на стойкость твердосплавного инструмента в процессе сверления пакетов углепластик–сталь. Температура измерялась методом искусственной термопары K‑типа, которая размещалась по задней поверхности сверла. В ходе эксперимента осевая сила измерялась при помощи динамометра. Данные о температуре резания и осевой силе были оцифрованы модулями АЦП LTR212, LTR11 и визуализированы на ПК. Износ инструмента оценивался по критерию фаски износа по задней поверхности на оптическом микроскопе МБС‑9. Было установлено влияние температуры резания на износ твердосплавного сверла при сверлении пакета углепластик–сталь.
В этом исследовании был проведен полномасштабный эксперимент по бурению пакетов углепластик–сталь и сталь–углепластик. Исследование проводилось в два этапа: тематическое исследование влияния комбинации материалов пакета на температуру резания, и базовое исследование для изучения влияния температуры резания на износ твердосплавного инструмента.
Термопара закладывалась на расстоянии 1,5 мм от основной режущей кромки и 2 мм от угла сверла на боковой поверхности (рисунок 1).
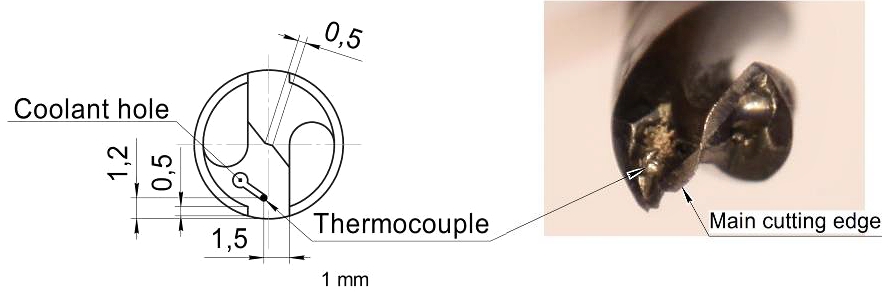
Рисунок 1. Схема заделки термопары.
Экспериментальные исследования выполнены на токарном станке с ЧПУ 16Б16Т1 (рисунок 2) и фрезерном станке FADAL 2216 - FX (рисунок 3). На токарном станке с ЧПУ 16Б16Т1 (рисунок 2) в базовом эксперименте был установлен динамометр для измерения осевой силы. Осевое усилие измерялось динамометром с диапазоном измерения от 0 до 1000 Н и точностью до 1 %. Сигнал динамометра оцифровывался с помощью АЦП и передавался на ПК. Температура измерялась термопарой К-типа с помощью преобразователя температуры и АЦП (рисунок 2). Эта система позволяет измерять температуру в диапазоне от 0°C до 1000°C с точностью до 2 %.
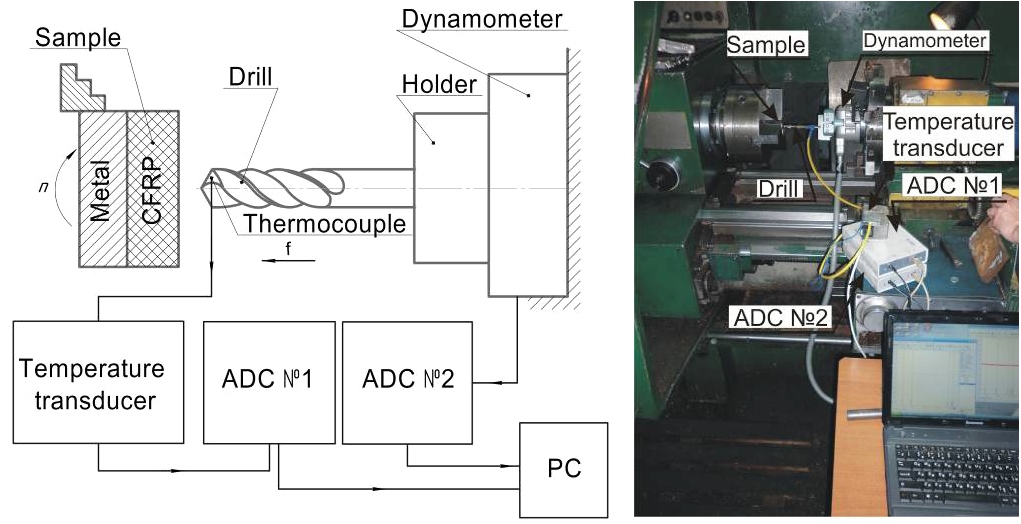
Рисунок 2. Экспериментальная установка сверления на токарном станке с ЧПУ 16Б16Т1.
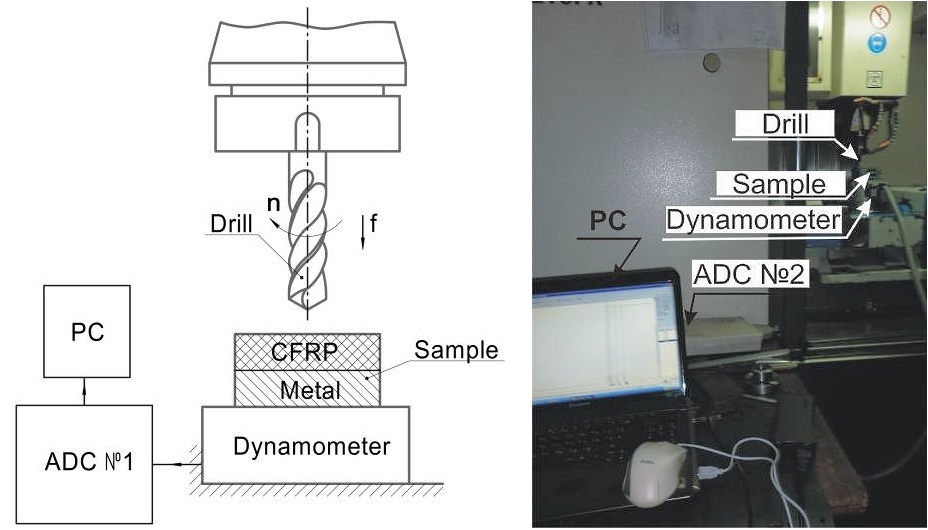
Рисунок 3. Экспериментальная установка на фрезерном станке FADAL 2216 - FX.
Эксперимент проводился для комбинации стеклопакетов из углепластика–стали и стали–углепластика. Изменение формы режущей кромки сверла происходило равномерно за счет непрерывного истирания на боковой поверхности. После 17‑го отверстия наблюдалось выкрашивание основной режущей кромки (рисунок 4).
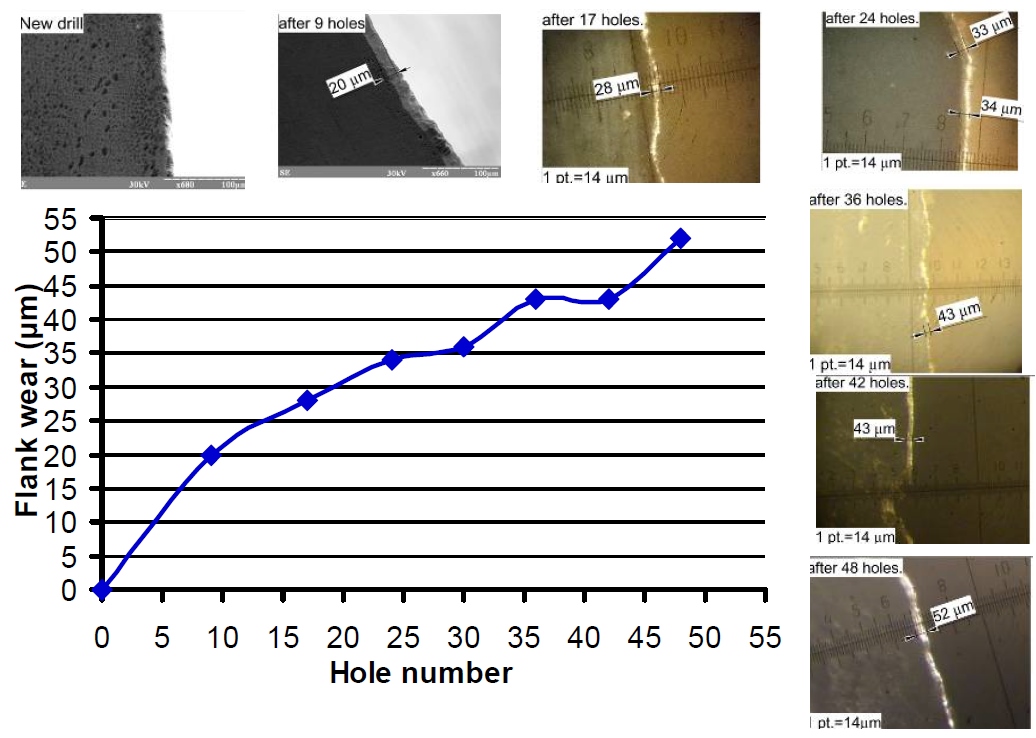
Рисунок 4. Развитие износа по задней поверхности сверла при обработке углепластика–стального пакета.
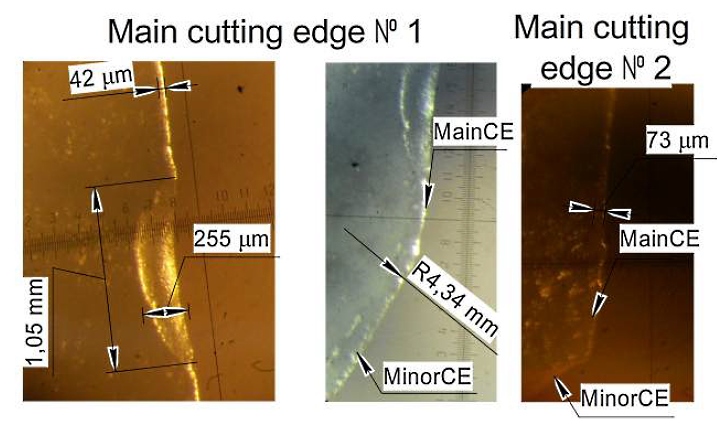
Рисунок 5. Скрашивание режущей кромки сверла и скругление внешнего угла.
Источник:
Kolesnyk V.O., Kryvoruchko D.V., Hatala M., Mital D. The effect of tool wear on cutting temperature when drilling cfrp/steel stacks // Вісник НТУУ «КПІ». Серiя машинобудування. – Вид-во: НТУУ «КПІ», Київ. – 2015 – №1 (73). – С. 10-14.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск