 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Одним из главных направлений в развитии Российских железных дорог является автоматизация технологических операций с целью минимизации ручного труда. Поэтому совершенствование контроля качества опорной поверхности подпятника путем разработки метода автоматизированного поиска и распознавания локальных дефектов поверхностного слоя является перспективной и актуальной.
Опорная поверхность подпятника (ОПП) надрессорной балки тележки грузового вагона подвержена сильному неравномерному износу, который связан с частотой прохождения вагонов кривых малого радиуса действия, и приводит к неравномерному увеличению нагрузок в тележке. Дефектами опорной поверхности подпятника, как правило, являются трещины, отколы, чрезмерный износ поверхности.
Контроль ОПП проводится по зонам контроля в следующем порядке (рисунок 1): радиальное сканирование с шагом 5‑8 мм, круговое сканирование с шагом 5‑8 мм.
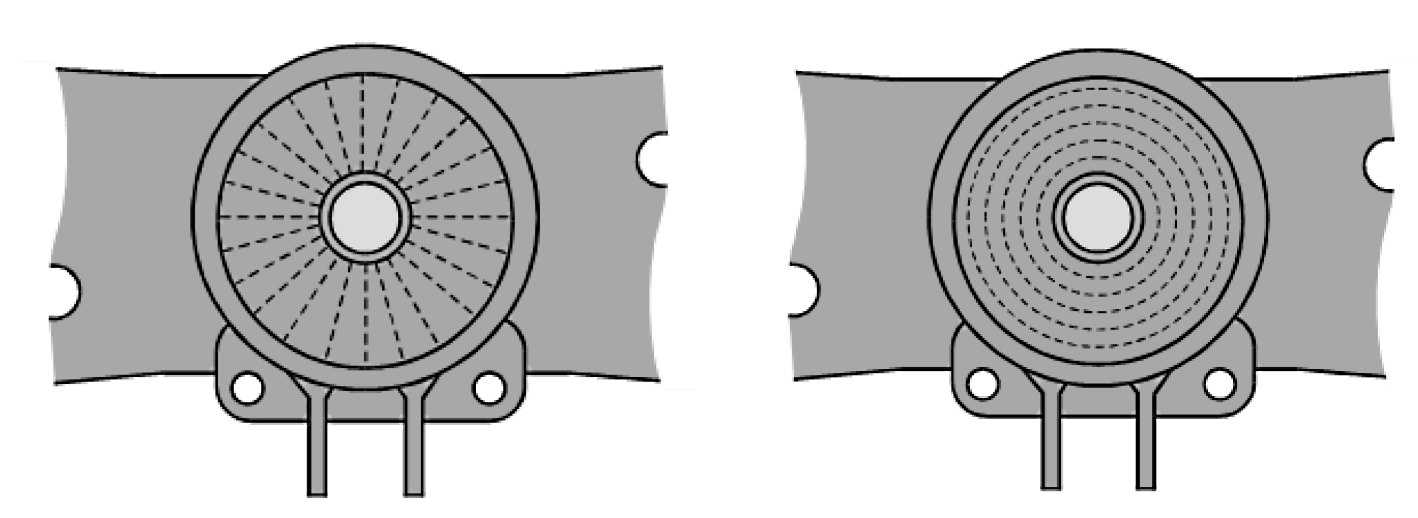
Рисунок 1. Радиальное и круговое сканирование ОПП.
Состав автоматизированной системы вихретокового контроля пояснён на рисунке 2. Сканирующее устройство закреплено на поворотной платформе. Вихретоковый преобразователь ВТП (5) закреплен на каретке и перемещается вдоль направляющей, оборудованной линейным подшипником качения. Прижатие ВТП к поверхности сканирования обеспечивается установленной пружиной. Линейные перемещения каретки и ВТП осуществляет сервомотор (3а). Поворот платформы (при круговом сканировании) осуществляет сервомотор (3б). После остановки процесса сканирования управляющей программой предусмотрен возврат ВТП в исходное положение. При этом каретка воздействует на датчик нажатия (4), срабатывание которого является командой к остановке привода перемещения.
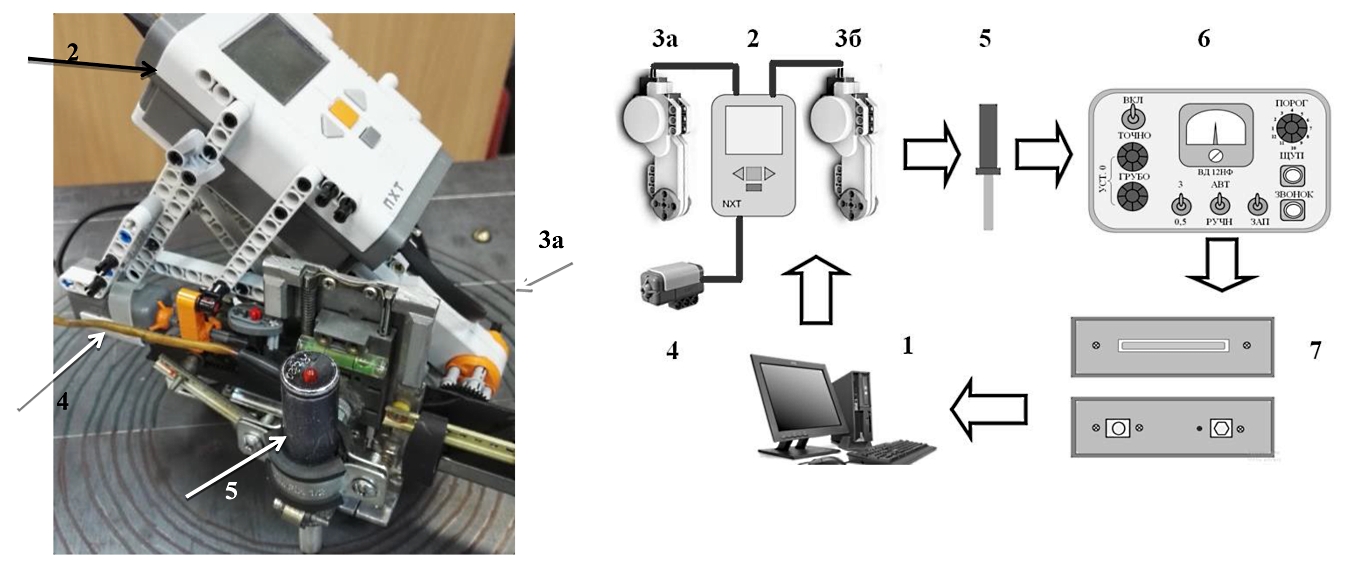
Рисунок 2. Автоматизированная система вихретокового контроля: 1 – персональный компьютер (ПК); 2 – программируемый логический контроллер (ПЛК) «MINDSTORMS NXT 2.0»; 3а – сервомотор привода линейного перемещения; 3б – сервомотор привода вращения; 4 – датчик нажатия; 5 – ВТП; 6 – вихретоковый дефектоскоп ВД 12НФ; 7 – модуль АЦП LTR11 в составе Установки измерительной LTR.
Опробование изготовленной автоматизированной системы было проведено на надрессорных балках: дефектной, непригодной к эксплуатации по качеству ОПП (рисунок 3а) и бездефектной, прошедшей полный комплекс механической обработки в вагонном ремонтном депо (рисунок 3б). Результаты сканирования представлены в виде круговых графиков (рисунки 3б, 3г).
Разработанное программное обеспечение (ПО) создано в среде LabView. Алгоритм проведения контроля в автоматическом режиме предполагает синхронизацию по времени между началом сканирования контролируемой поверхности и запуском АЦП на сбор информации. В разработанном ПО был использован программный код, предоставленный ООО "Л Кард".
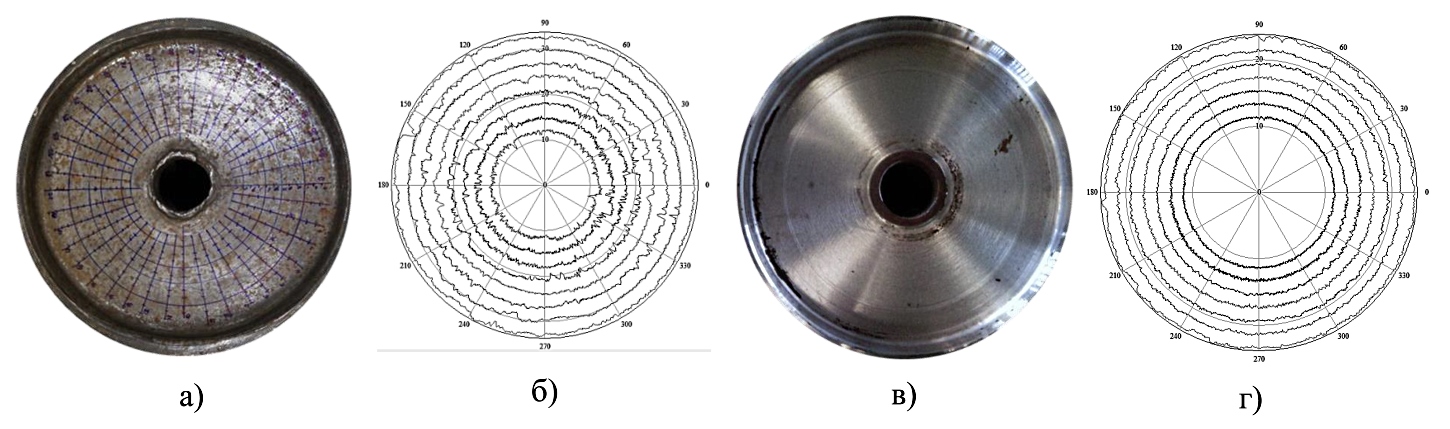
Рисунок 3. Опорная поверхность подпятника (состояние «брак» – а); «годен» – в) и соответствующие круговые графики результатов кругового сканирования автоматизированной системой.
Часть ПО, отвечающая за обработку поступающей от дефектоскопа информации, содержит два детектора изменения структуры сигнала:
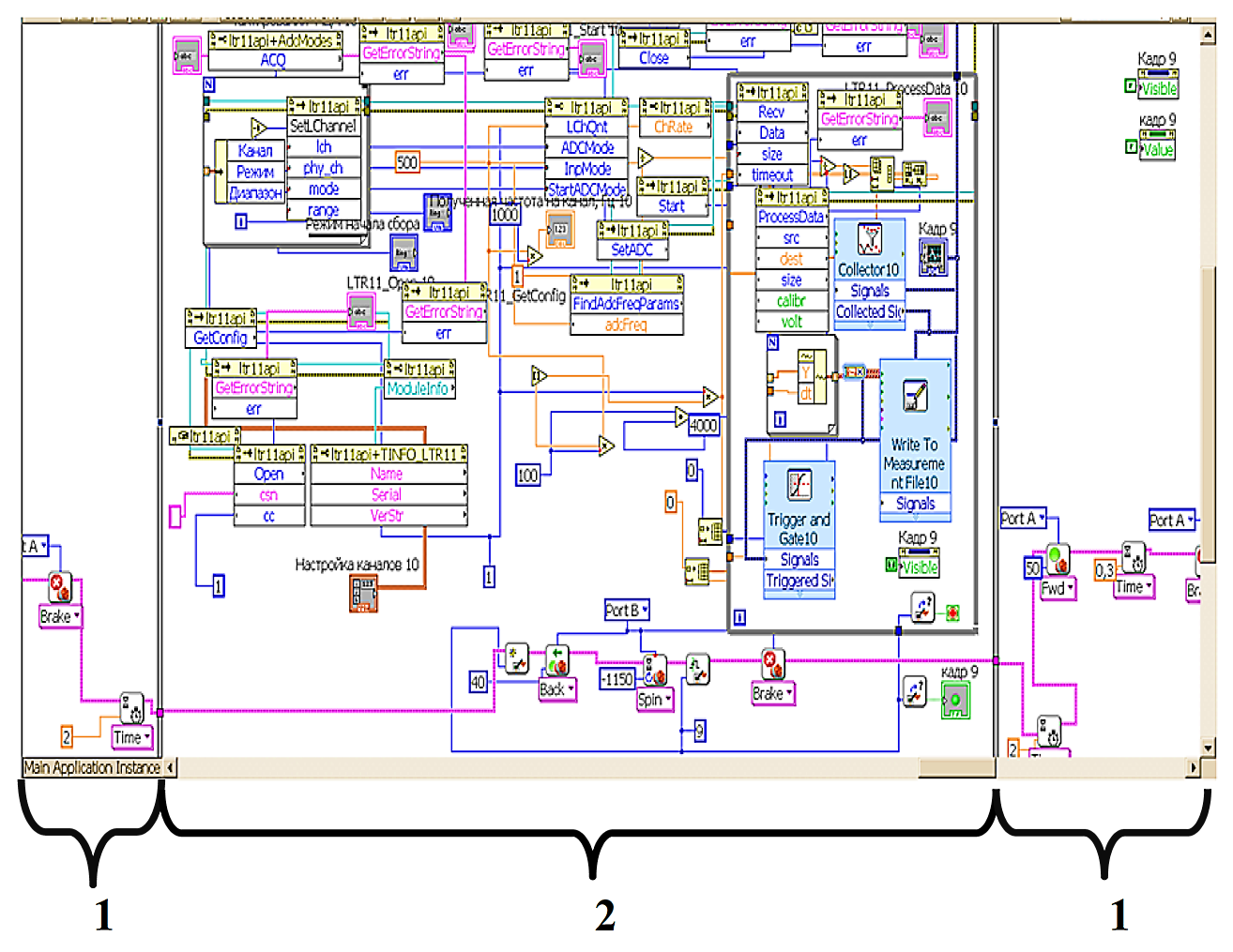
Рисунок 4. Блок‑схема ПО: 1 – кадр, отвечающий за линейное перемещение ВТП; 2 – кадр, отвечающий за сбор данных и за круговое перемещение автоматизированной системы.
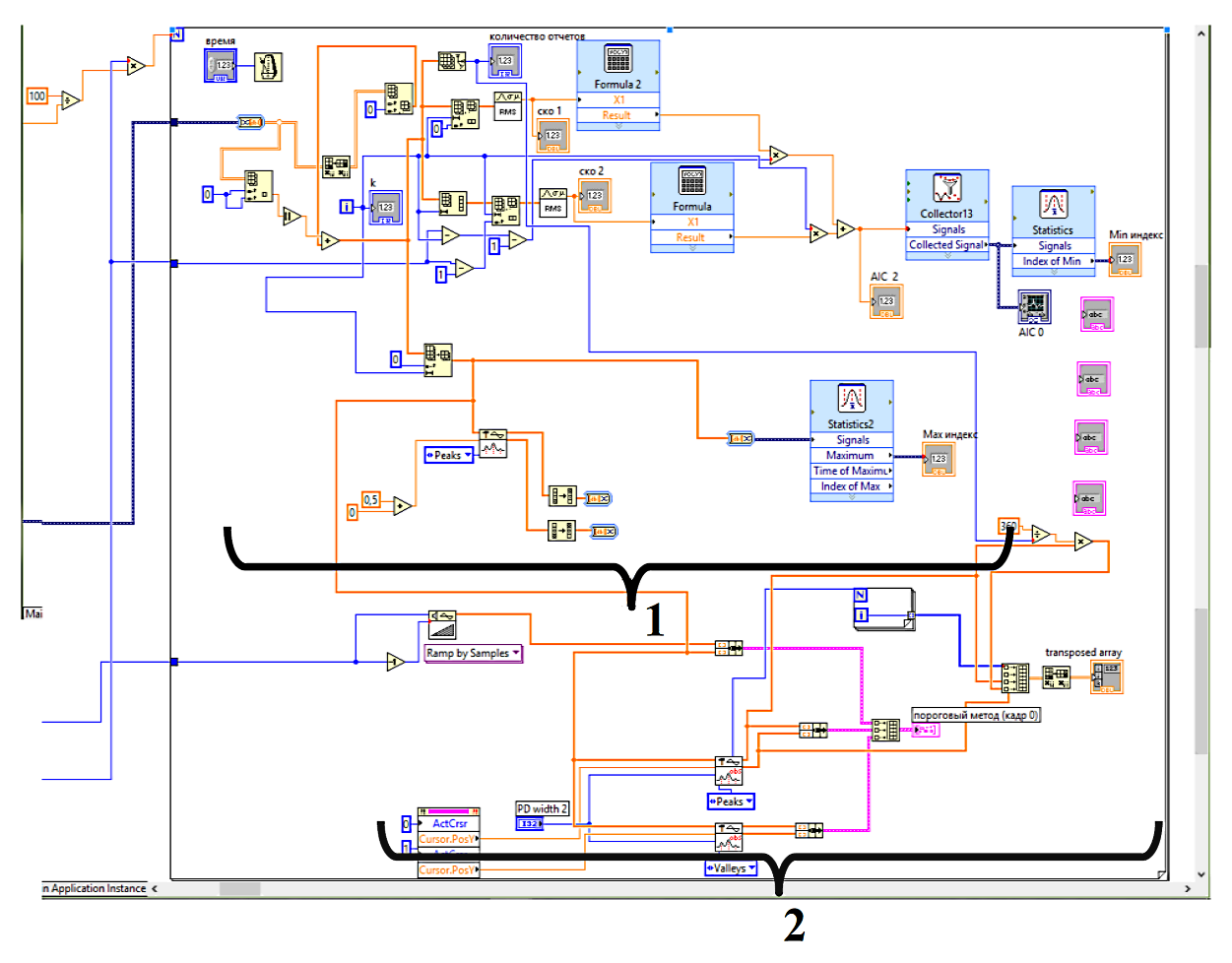
Рисунок 5. Блок‑схема ПО анализа сигналов: 1 – AIC‑метод; 2 – пороговый метод.
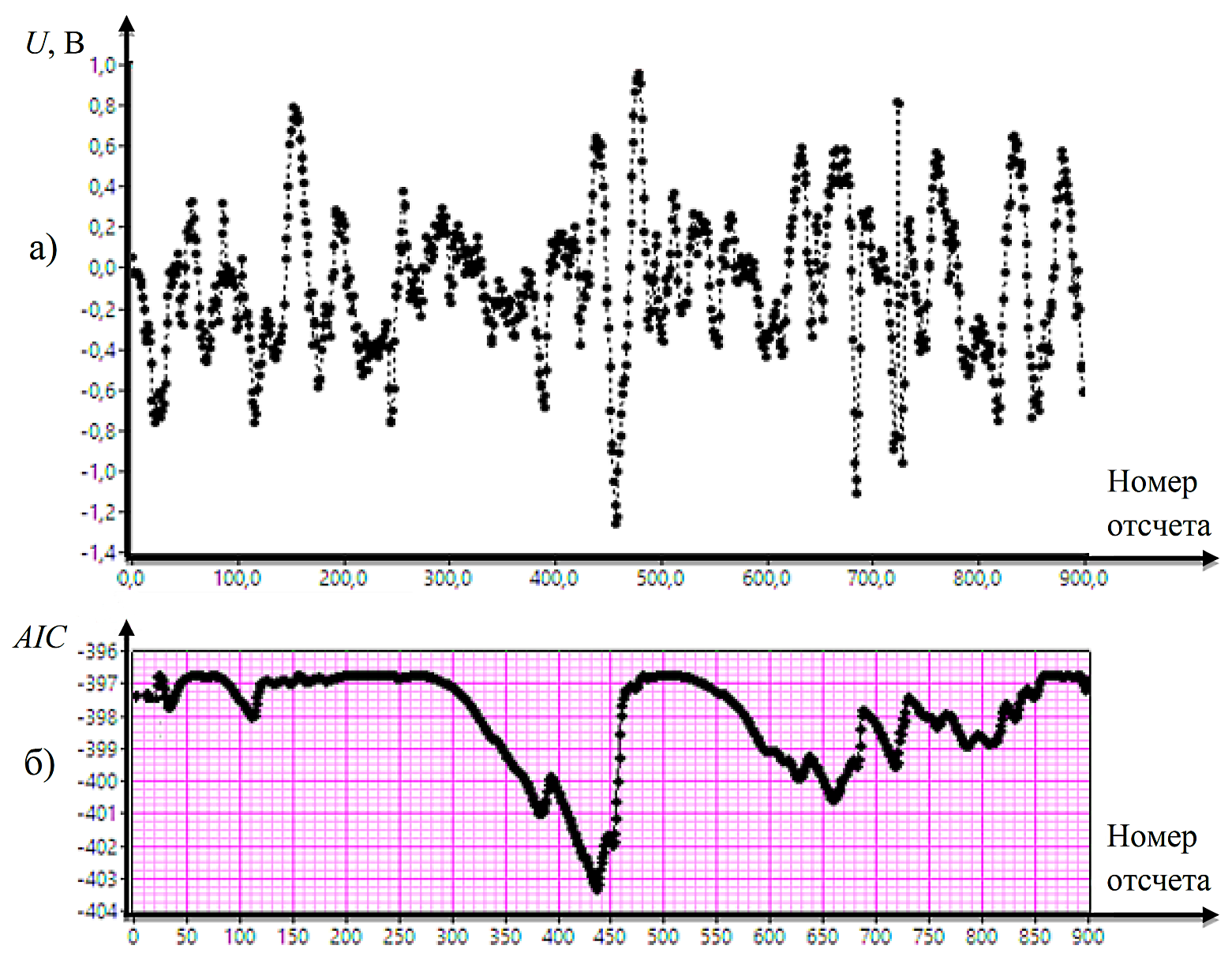
Рисунок 6. Осциллограмма порогового и AIC методов.
На рисунке 6 показана часть сигнала, полученного при сканировании дорожки, содержащей поперечный пропил. По оси абсцисс отчеты АЦП нормированы к угловой координате ВТП. Из рисунка видно, что при прохождении ВТП над дефектом функция AIC достигает своего минимального значения, что соответствует наибольшему изменению сигнала с ВТП. Применение АЦП в составе рассматриваемой автоматизированной системы позволяет добиться еще более эффективного алгоритма браковки деталей.
Источник:
Тенитилов Е.С., Пронович А.А., Леонтьева В.Э. Программное обеспечение автоматизированной системы вихретокового контроля опорной поверхности подпятника надрессорной балки // Приборы и методы измерений, контроля качества и диагностики в промышленности и на транспорте: Материалы III всероссийской научно-технической конференции с международным участием. – Омск. – 2018. – С. 323‑330.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск