 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Целью исследования [1] было изучение особенностей процесса сварки металлопорошковой проволокой по сравнению со сваркой сплошной проволокой.
Электрические параметры процесса сварки контролировались с помощью информационно-измерительной системы (ИИС) на базе ПК и модуля аналогового ввода E14‑440. ИИС осуществляла непрерывный анализ и запись значений регистрируемых параметров на частоте 10 кГц в течение всего цикла сварки. Для оценки особенностей процесса сварки измерялись следующие электрические и временные параметры: Uд и Iсв – напряжение дуги и ток сварки; Uг.д и Iг.д – напряжение и ток горения; Uк.з и Iк.з – напряжение и ток короткого замыкания; Tк.з – интервал между замыканиями межэлектродного промежутка каплей расплавленного металла.
Сварку металлопорошковой проволокой ППс‑ТМВ‑мк5 диаметром 1,2 мм выполняли в автоматическом режиме в смеси 82% Ar + 18% CO2. Параметры режима изменялись в следующих пределах: Iсв = 120‑300 А, Uд = 21‑31 В, Vсв = 14 м/ч.
Осциллограмма процесса и гистограммы тока и напряжения приведены на рисунке 1. По оси ординат гистограмм отложено количество повторений мгновенного значения исследуемого параметра.
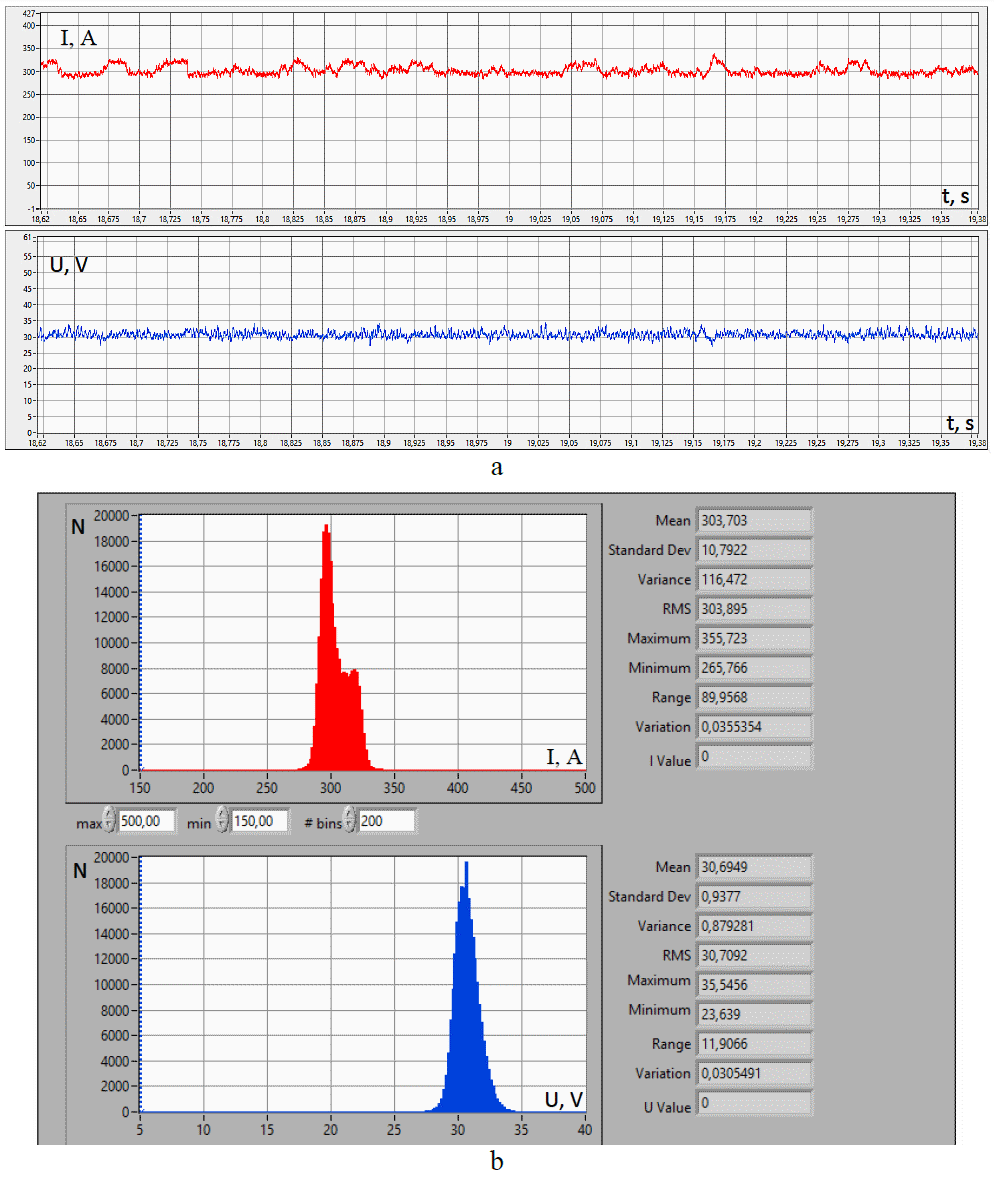
Рисунок 1. Осциллограмма (а) процесса сварки металлопорошковой проволокой ТМВ5‑МК и гистограммы тока и напряжения (b).
Внешний вид шва, выполненного проволокой ППс‑ТМВ‑мк5 в смеси 82% Ar + 18% CO2, показан на рисунке 2.

Рисунок 2. Внешний вид сварного узла, выполненного металлической порошковой проволокой ТМВ5‑МК.
В ходе исследований отмечено существенное влияние типа источника сварочного тока на стабильность процесса сварки, что связано с его внешней характеристикой и электродинамическими величинами. На рисунке 3 представлены динамические вольт-амперные характеристики процесса сварки c металлопорошковой проволокой ППс‑ТМВ‑мк5 и проволокой сплошного сечения Св‑08Г2С при использовании тиристорного источника питания ВДУ‑503 и инверторного источника питания ЛЭТ‑500.
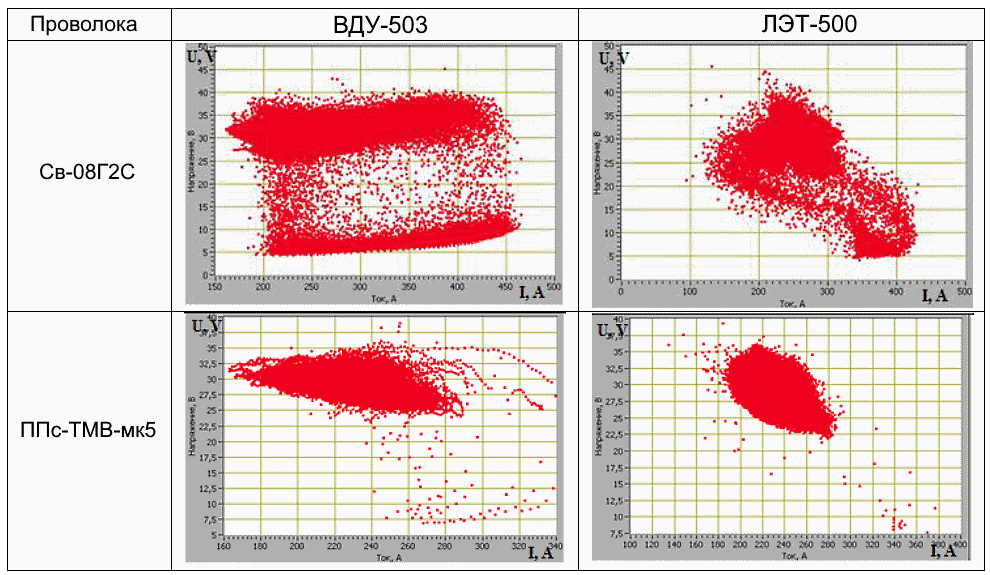
Рисунок 3. Динамические вольт-амперные характеристики процесса сварки.
Приводим выводы авторов данного исследования:
1. Процесс сварки порошковой проволокой ППс-ТМВ‑мк5 характеризуется высокой стабильностью горения дуги в широком диапазоне режимов сварки при минимальном шлакообразовании и низком уровне разбрызгивания.
2. При сварке на оптимальных режимах показатели стабильности горения дуги при использовании проволоки сплошного сечения Св‑08Г2С ниже в 3 раза.
3. Процесс сварки характеризуется более высокой производительностью, стабильным формированием шва и проплавлением основного металла при одинаковой технике сварки.
4. Проволока ППс-ТМВ-мк5 адаптирована к смесям на основе углекислого газа и аргона и стандартному сварочному оборудованию и обеспечивает высокие механические свойства металла шва.
5. Электродинамические свойства источника питания оказывают существенное влияние на стабильность процесса сварки, и этот фактор необходимо учитывать при оптимизации режимов сварки.
Источник:
Golyakevich, Andrey & Orlov, Leonid & Maksimov, Sergey. (2020). Mechanized Welding with Metal Cored Wire. Advanced Materials Research. 1157. 113‑122. 10.4028/www.scientific.net/AMR.1157.113.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск