 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Целью данной работы [1] является анализ амплитудно-временных параметров импульсов тока в плазме в зоне воздействия мощного концентрированного лазерного луча на металл и экспериментальное исследование параметров вторично-эмиссионных процессов в зоне лазерной сварки с целью использования этих сигналов для контроля и управления процессом формирования сварного шва.
Регистрация вторично-эмиссионного тока в плазме в зоне лазерной сварки осуществлялась путем установки над зоной сварки коллектора заряженных частиц (рисунок 1), включенного в электрическую цепь, содержащую резистор нагрузки и источник напряжения смещения. Сигнал с резистора нагрузки подавался на компьютерную информационно-измерительную систему с аналого-цифровым интерфейсом на базе модуля АЦП E14‑140‑М. Эксперименты проводились на установке для лазерной сварки модели ALFA‑300, дополненной вакуумной камерой с варьированием максимального напряжения накопителя от 200 В до 400 В, длительностью импульсов от 4 мс до 20 мс и частотой их следования 1 Гц.
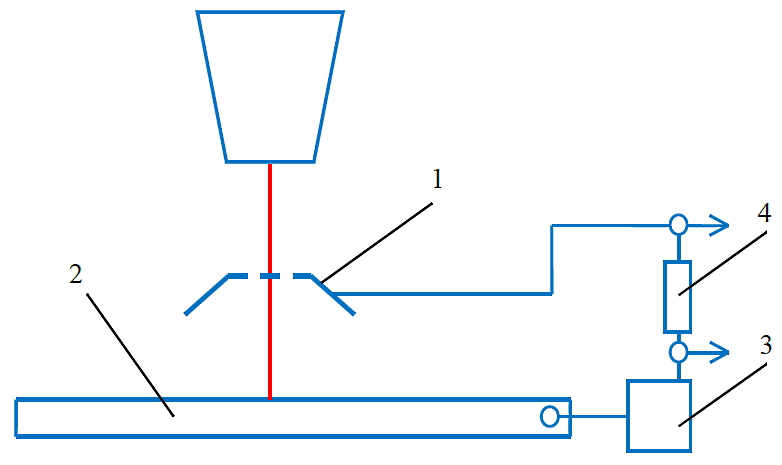
Рисунок 1. Схема регистрации вторично-эмиссионного тока при лазерной сварке в вакууме: 1 – коллектор заряженных частиц; 2 – свариваемое изделие; 3 – источник напряжения смещения; 4 – резистор нагрузки.
Экспериментальные исследования показали, что в спектре регистрируемого сигнала присутствует высокочастотная составляющая (f > 10 кГц) и ее гармоники (рисунок 2). Эта составляющая вторичного тока в плазме, измеряемого с помощью коллектора заряженных частиц, отражает автоколебательные процессы в столбе плазмы при подаче на коллектор положительного потенциала.
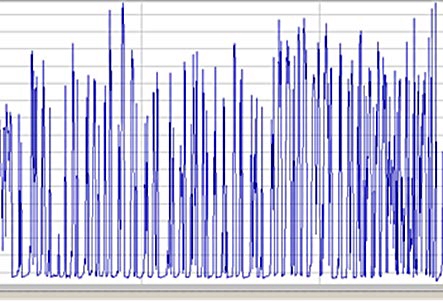
Рисунок 2. Фрагмент осциллограммы вторично-эмиссионного тока в плазме, регистрируемого коллектором заряженных частиц при лазерной сварке.
Ввиду того, что характер автоколебаний в плазме, связанных с различного рода неустойчивостями, в значительной степени определяется геометрией плазменного облака, образующегося в зоне лазерной сварки в вакууме, были проведены исследования влияния расстояния между коллектором заряженных частиц, осуществляющим отбор вторичного тока из плазмы, и поверхностью металла, подвергаемого воздействию лазерного луча, на амплитудно-временные параметры вторично-эмиссионного сигнала.
На рисунке 3 представлены спектры колебаний, полученные при математической обработке в среде MathCad результатов записи вторично-эмиссионных сигналов в зоне лазерной сварки в вакууме с использованием компьютерной информационно-измерительной системы при различных расстояниях от коллектора заряженных частиц до поверхности металла.
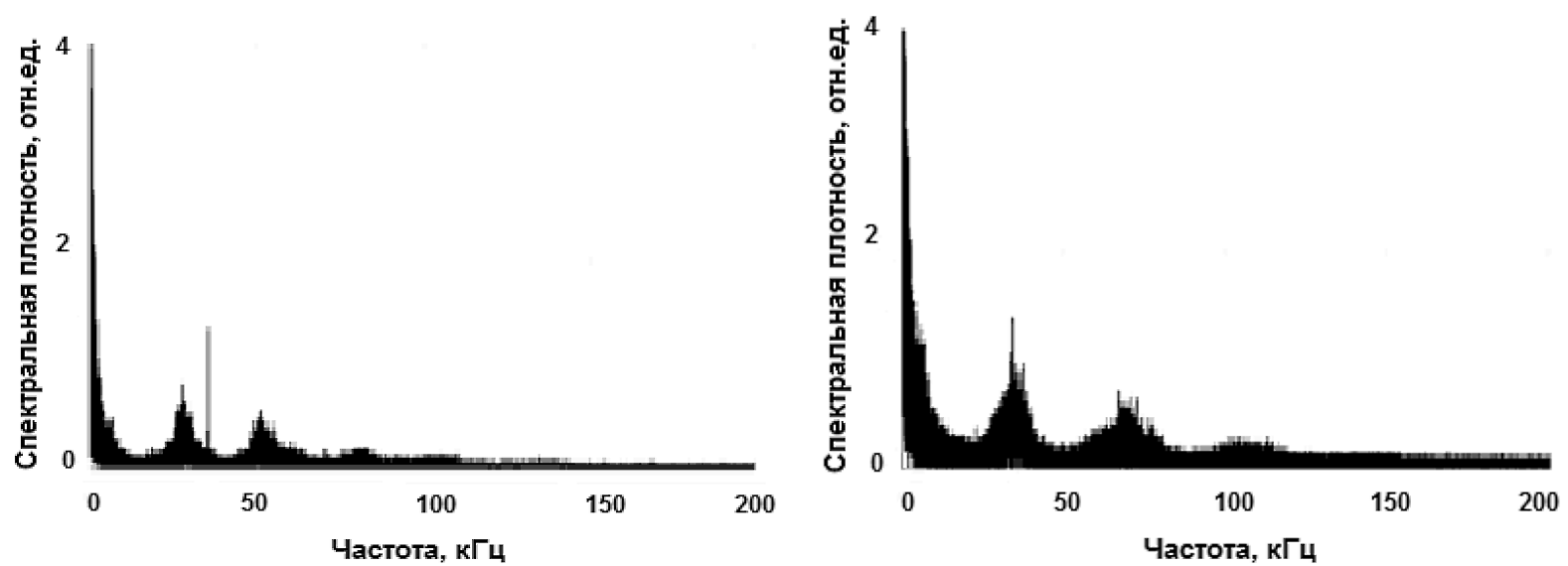
Рисунок 3. Спектры колебаний вторично-эмиссионного тока в плазме, образующейся в зоне лазерной сварке в вакууме, при различных расстояниях от коллектора заряженных частиц до поверхности металла (слева – 10 мм, справа – 20 мм).
На рисунке 4 приведена зависимость частоты компоненты спектра, обусловленной ионно-звуковыми колебаниями в плазме в зоне лазерной сварки в вакууме, от расстояния между коллектором заряженных частиц и поверхностью металла.
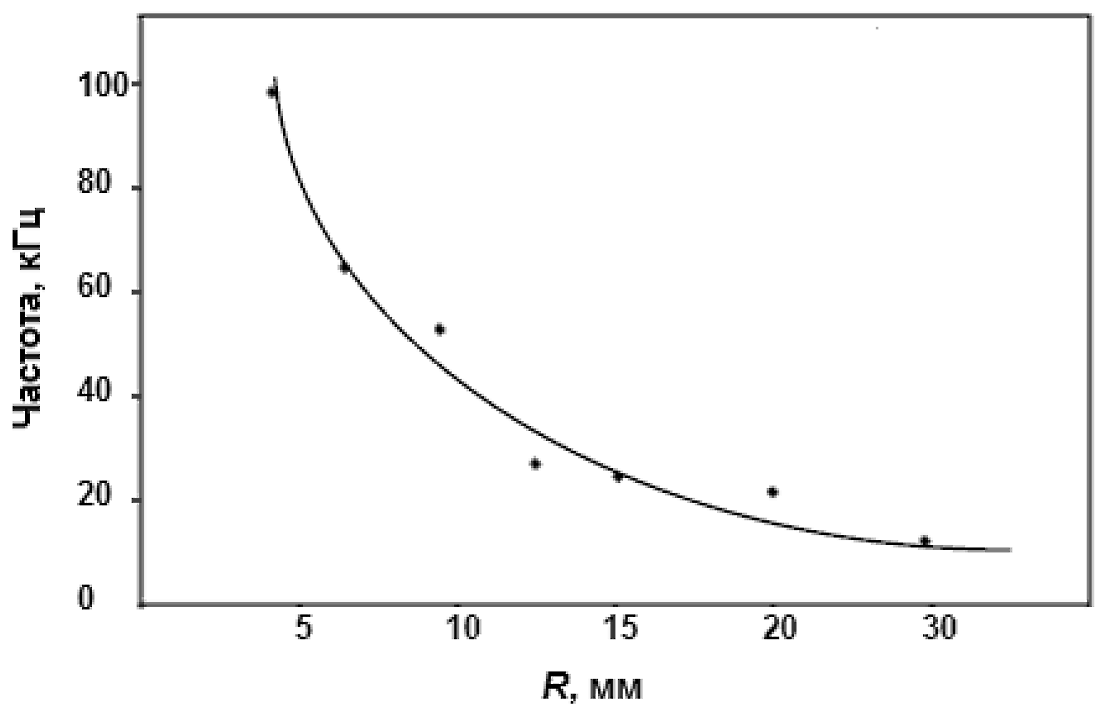
Рисунок 4. Зависимость частоты компоненты спектра, обусловленной ионно-звуковыми колебаниями в плазме в зоне лазерной сварки в вакууме от R расстояния между коллектором заряженных частиц и поверхностью металла.
Авторы статьи отмечают, что на основании проведенных экспериментальных исследований амплитудно-временных параметров импульсов тока в плазме при импульсной лазерной сварке получены результаты, которые будут положены в основу разработки методов вторично-эмиссионного контроля процесса формирования шва при лазерной сварке в вакууме.
Источник:
Летягин И.Ю., Трушников Д.Н., Беленький В.Я., Феликан К.В., Панг Ш. Исследование вторично-эмиссионных сигналов из зоны воздействия лазерного луча на металл при лазерной сварке в вакууме // Электронно-лучевая сварка и смежные технологии: материалы Третьей международной конференции. – М., изд-во: ФГБОУ ВПО "НИУ "МЭИ". – 2020. – С. 83‑91.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск