 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Модули LTR22, LTR212 в составе Установки измерительной LTR были применены [1] при исследовании способа управления силой резания при шлифовании специальными прерывистыми шлифовальными кругами. Данная технология применяется при шлифовании труднообрабатываемых материалов.
Прерывистый шлифовальный круг с упругодемпфирующими элементами (УДЭ) схематично показан на рисунке 1.
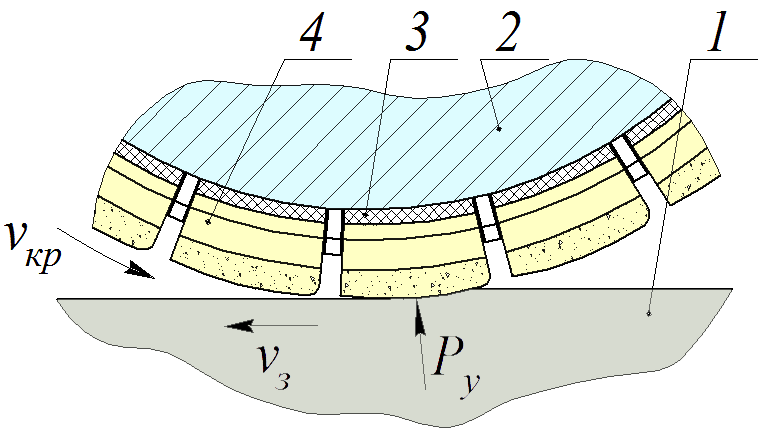
Рисунок 1. Прерывистый шлифовальный круг с УДЭ: 1 – заготовка, 2 – корпус, 3 – УДЭ, 4 – режущий сегмент.
Исследовалось влияние наличия подвижных режущих сегментов и УДЭ на динамику процесса обработки. Измерительный комплекс был построен на базе крейта LTR‑U‑8‑1. Комплекс состоит из динамометра и вибродатчиков. Для измерения силы резания использовался тензометрический датчик ЛХ‑143, позволяющий измерять не только среднее значение, но и колебания силы резания. Для измерения виброускорений использовали виброакселерометры Д16, которые крепились к основанию динамометра с помощью магнитных прижимов. Сигнал с тензометрических датчиков поступал в АЦП LTR212, сигнал с виброакселерометров - в АЦП LTR22.
Обеспечивалось одновременное измерение силы резания и параметров вибраций. Измерения производились в режиме реального времени, результаты измерений передавались на персональный компьютер через USB‑порт, после чего производилась обработка и визуализация данных эксперимента в системе послесеансовой обработки данных ACTest.
В ходе проведения экспериментов замеряли виброускорение, на основании которого двойным интегрированием рассчитывали виброперемещение. Затем производилось преобразования Фурье с целью выявления амплитуд и частот доминирующих гармоник. Аналогично находился спектр переменной составляющей тангенциальной силы резания Pz. Далее полученные спектры сравнивались. На рисунке 2 приведён пример полученных результатов при обработке титанового сплава ВТ6.
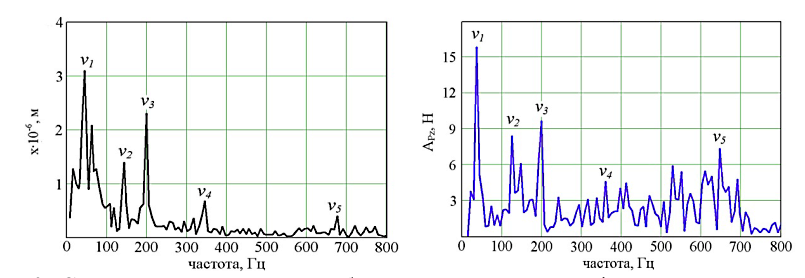
Рисунок 2. Спектры радиальных виброперемещений шлифовального круга относительно заготовки (слева) и переменной составляющей силы Pz.(справа).
Эксперименты показывают, что колебания силы Pz весьма значительны. Наблюдается совпадение доминирующих частот в спектрах виброперемещений и силы Pz, что подтверждает взаимосвязь исследуемых величин. При износе шлифовального круга спектры меняются – амплитуда колебаний на каждой из доминирующих частот увеличивается и появляются дополнительные колебания на частотах 400‑500 Гц, что связано с износом шлифовального круга.
Аналогичные исследования были проведены для прерывистого шлифовального круга с УДЭ. На рисунке 3 представлен полученный спектр силы резания Pz. Амплитуды колебаний силы резания на доминирующих частотах уменьшились. По всей видимости, это объясняется возникновением эффекта демпфирования.
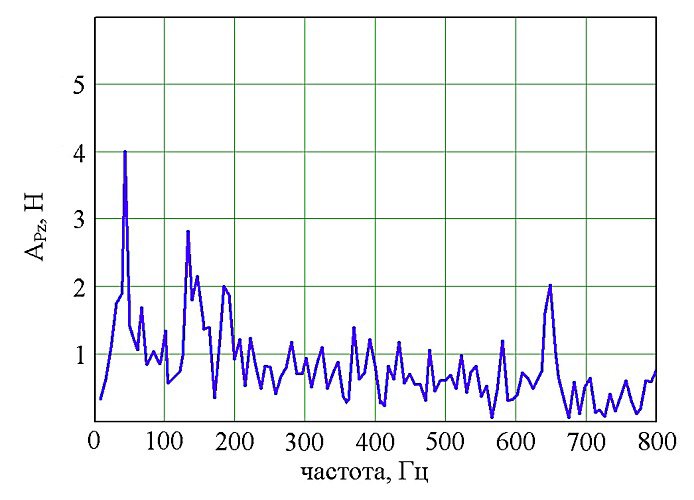
Рисунок 3. Спектр переменной составляющей силы Pz при использовании УДЭ.
Использование прерывистых кругов с УДЭ открывает новые возможности по управлению процессом шлифования: пиковые величины силы резания демпфируются, амплитуды колебаний переменной составляющей силы резания снижаются, это предотвращает повышенное силовое и тепловое воздействие шлифовального круга на обрабатываемую заготовку, что позволяет повысить эффективность шлифования труднообрабатываемых материалов.
Источник:
Смирнов В.А. Управление силой резания при шлифовании труднообрабатываемых материалов специальными шлифовальными кругами // Современные материалы, техника и технологии. – 2016. – № 2 (5). – С. 181‑186.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск