 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Ранее мы публиковали статьи по изучению электронно-лучевой сварки [1], [2] по публикациям группы исследователей из МЭИ, которые применяли модуль E14‑140-M для измерений и управления при решении различных задач, связанных с совершенствованием этого сложного технологического процесса. В настоящей статье описана структура, состав и характеристики устройства для подачи присадочной проволоки в установке электронно-лучевого аддитивного формообразования [3].
Технология электронно-лучевого аддитивного формообразования имеет ряд преимуществ: быстрота процесса наплавки, простота изготовления технической документации, сокращение затрат на материалы. Однако управление таким процессом является весьма сложной технической задачей, поэтому разработчики оборудования работают над созданием систем управления с обратными связями. Основными входными параметрами процесса электронно-лучевой послойной наплавки являются мощность луча, размеры пятна нагрева, скорость перемещения изделия или пушки, скорость подачи проволоки. Все приведенные каналы управления обычно охвачены отрицательными обратными связями, кроме канала скорости подачи проволоки, поэтому весьма актуальной и важной задачей является исследование канала управления подачей присадочной проволоки.
На рисунке 1 приведена схема системы управления скоростью подачи присадочной проволоки. Для управления широтно-импульсным регулятором 12 и непрерывной регистрации напряжения якорной цепи с датчика VS применен USB-модуль аналогового ввода-вывода E14‑140-М.
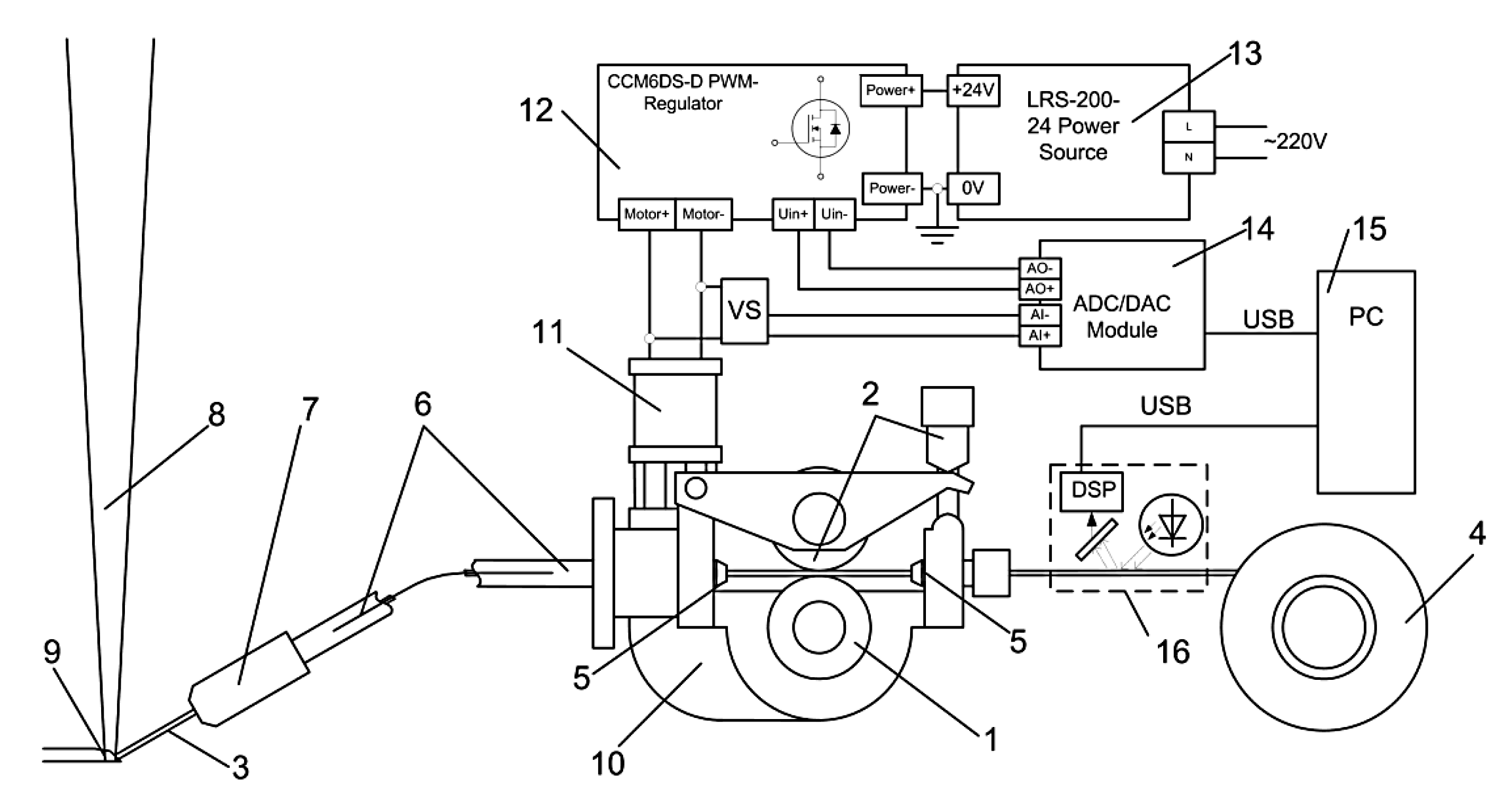
Рисунок 1. Схема системы управления скоростью подачи присадочной проволоки: 1 – приводной ролик; 2 – прижимной ролик с механизмом регулировки; 3 – проволока; 4 – кассета; 5 – направляющие; 6 – гибкий рукав; 7 – выходное сопло; 8 – электронный луч; 9 – наплавляемый валик; 10 – редуктор; 11 – двигатель постоянного тока; 12 – широтно-импульсный регулятор напряжения; 13 – импульсный источник питания; 14 – многофункциональное устройство ввода-вывода; 15 – ЭВМ; 16 – оптический датчик скорости.
На рисунке 2 показан вид наплавленного изделия, а на рисунке 3 приведены макрошлифы валиков, наплавленных при подаче присадочной проволоки из аустенитной стали 316L.
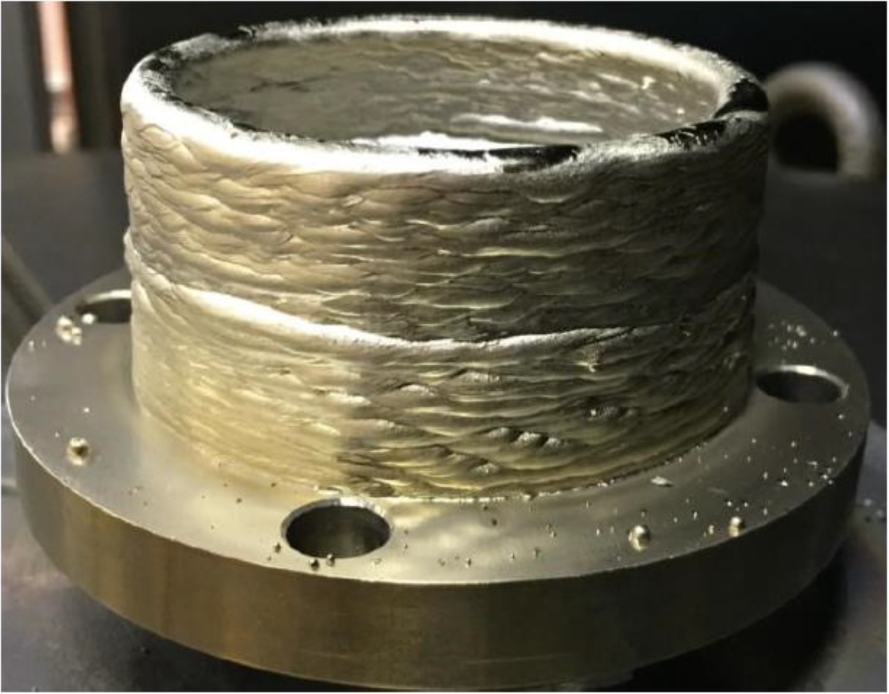
Рисунок 2. Вид наплавленного изделия.

Рисунок 3. Макрошлиф поперечного сечения цилиндрической стенки изделия.
На рисунке 4 приведены результаты экспериментов, проведенных с использованием системы, представленной на рисунке 1. Частота опроса АЦП модуля E14‑140-M составляла 100 кГц.
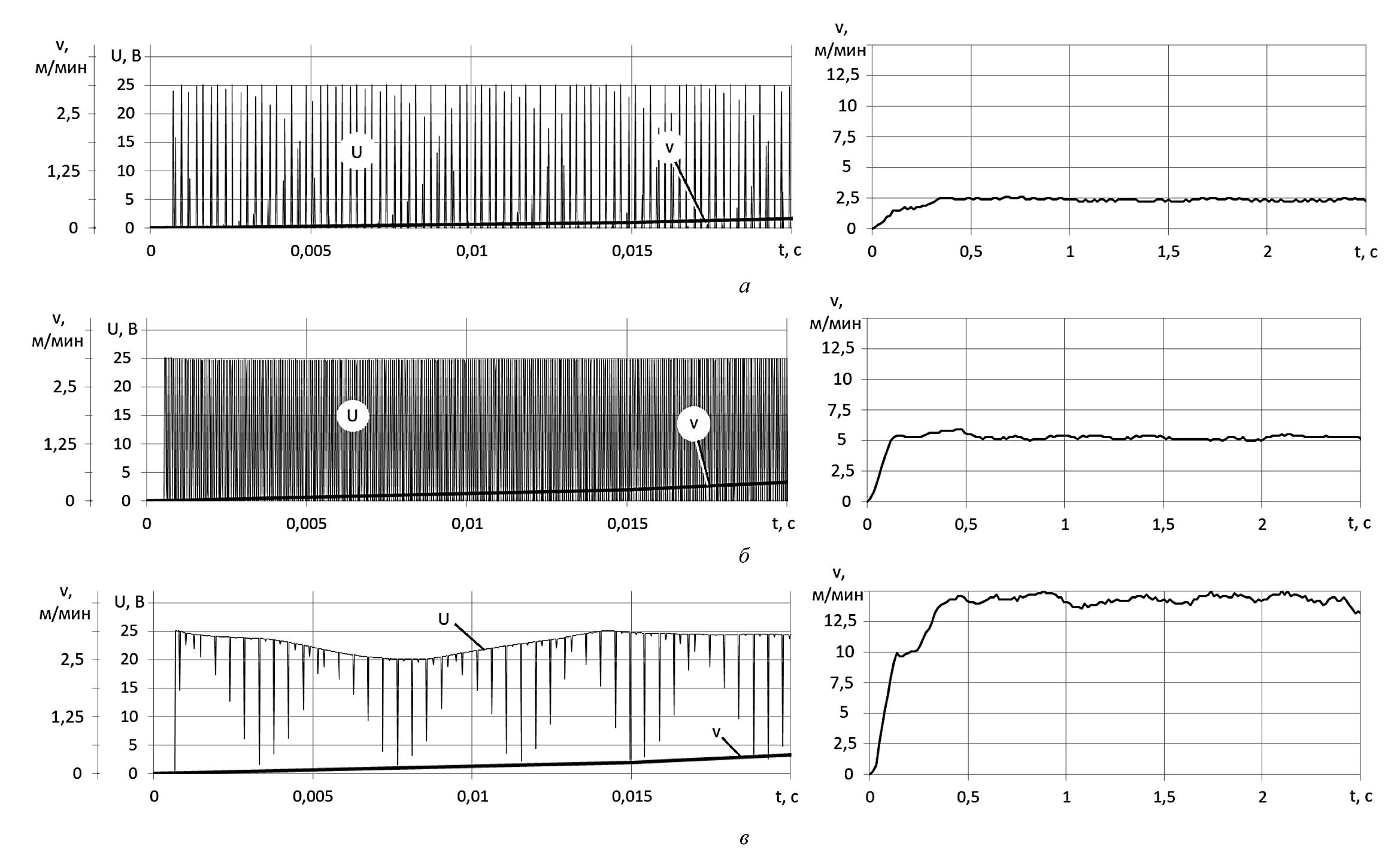
Рисунок 4. Осциллограммы напряжения якорной обмотки U(t) и скорости подачи проволоки v(t), полученные экспериментально для различных скоростей подачи: а – 2,5 м/мин; б – 5,5 м/мин; в – 14,5 м/мин.
Заключение.
Источник:
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск