 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Специалисты из Московского энергетического института исследовали преимущества электронно-лучевой технологии с применением присадочной проволоки [1]. В экспериментальной установке был применён модуль АЦП E14‑140M.
Для исследования процесса электронно-лучевой сварки (ЭЛС) с подачей присадочной проволоки использовали источники питания и пушки мощностью 15 кВт. Электронную пушку размещали вертикально. В область прохождения пучка с помощью механизма подачи подавали присадочную проволоку Св08А диаметром 2 мм и 1.6 мм, которую расплавляли и на подложке из стали Ст3 формировали валик. Для анализа характера переноса металла проволоку подавали с помощью установленного в вакуумной камере роликового механизма подачи, изолированного от корпуса установки посредством диэлектрических вставок (рисунок 1). Изделие, на котором формировали валик, также изолировали от корпуса изоляционной вставкой. Экранированные кабели, подключенные к корпусу механизма подачи и изделию, соединяли с корпусом установки через элементы схем измерения. Обе схемы измерения собирали идентичными. Ответные части кабелей подключали к измерительным входам AI0 и AI1 измерительной системы – АЦП L‑Card E14‑140M, соединенного через интерфейс USB с компьютером. Кабели подключали к входам измерительной системы по схеме "с общей землей", и, таким образом, падение напряжения на резисторе изделия U1(t) и проволоки U2(t) измеряли относительно корпуса установки. В процессе эксперимента скорость подачи проволоки постепенно увеличивали, тем самым изменяли характер переноса присадочного металла.
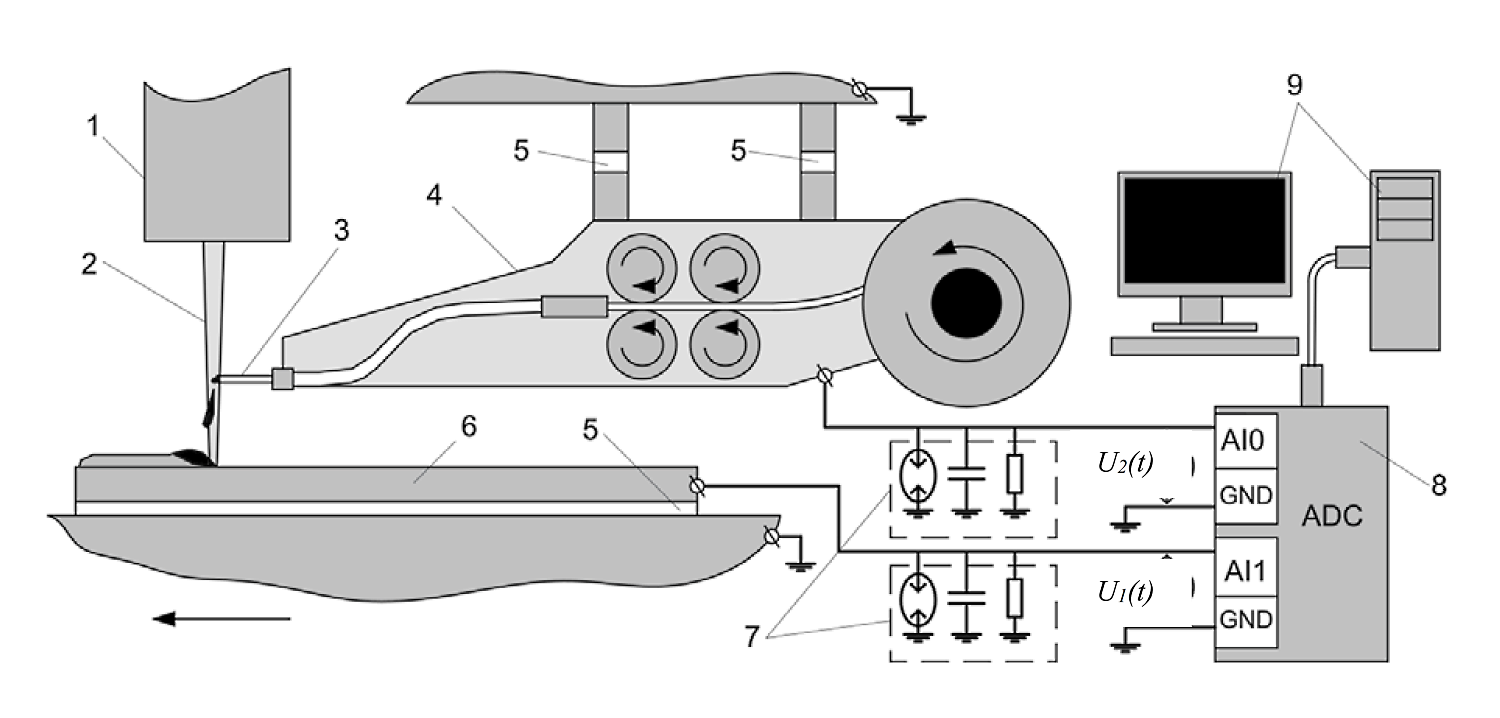
Рисунок 1. Схема по регистрации напряжения на проволоке и изделии при электронно-лучевой наплавке: 1 – электронная пушка; 2 – электронный пучок; 3 – присадочная проволока; 4 – механизм подачи проволоки; 5 – диэлектрические вставки; 6 – изделие; 7 – элементы схемы измерения (резисторы 750 Ом, конденсаторы 0,47 мкФ и защитные газовые разрядники); 8 – измерительная система; 9 – компьютер.
В результате исследований установили, что режим наплавки должен обеспечивать достаточную погонную энергию для формирования струйного (непрерывного) переноса металла проволоки на подложку (рисунок 2,а). При недостаточной погонной энергии металл стекает с проволоки на изделие периодически, в виде капель (рисунок 2,б). Значительный недостаток погонной энергии приводит к тому, что проволока оплавляется лишь частично (рисунок 2,в).
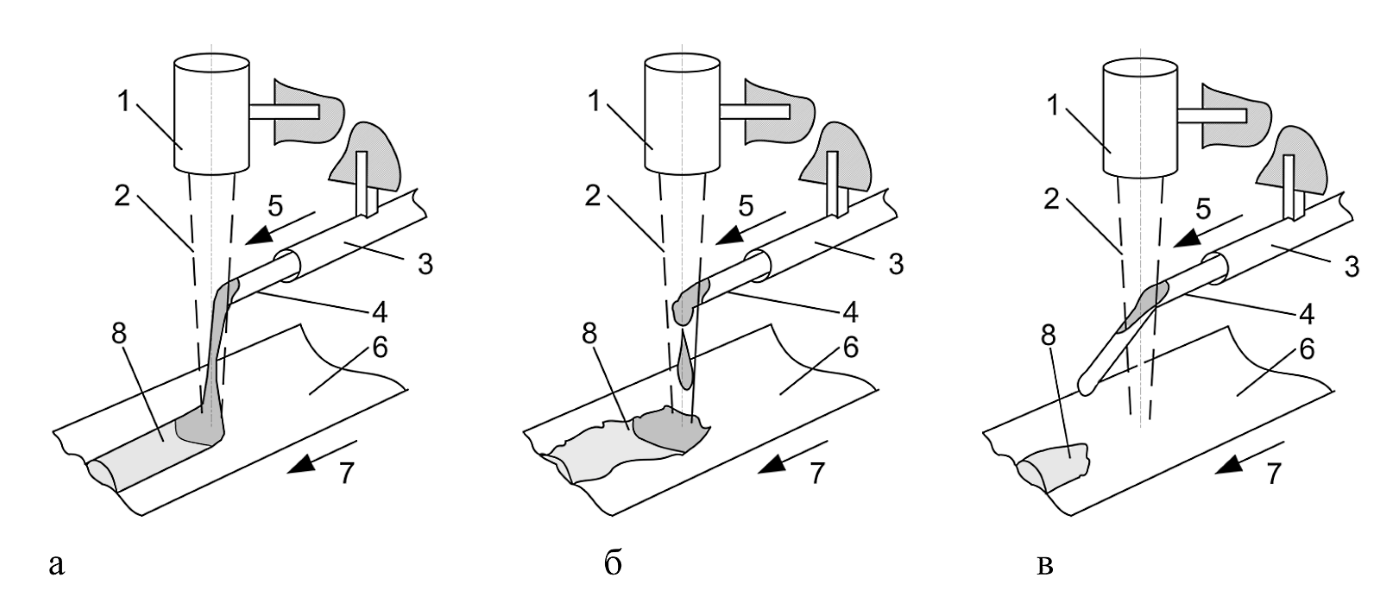
Рисунок 2. Схема процесса электронно-лучевой наплавки: а – со струйным переносом металла; б – с капельным переносом; в – режим с недостаточной для полного расплавления проволоки погонной энергией; 1 – электронная пушка; 2 – электронный пучок; 3 – механизм подачи; 4 – проволока; 5 – направление подачи проволоки; 6 – изделие; 7 – направление движения изделия; 8 – формируемый валик.
На рисунке 3 показаны типичные осциллограммы сигналов U1(t) и U2(t), иллюстрирующие ход процесса наплавки.
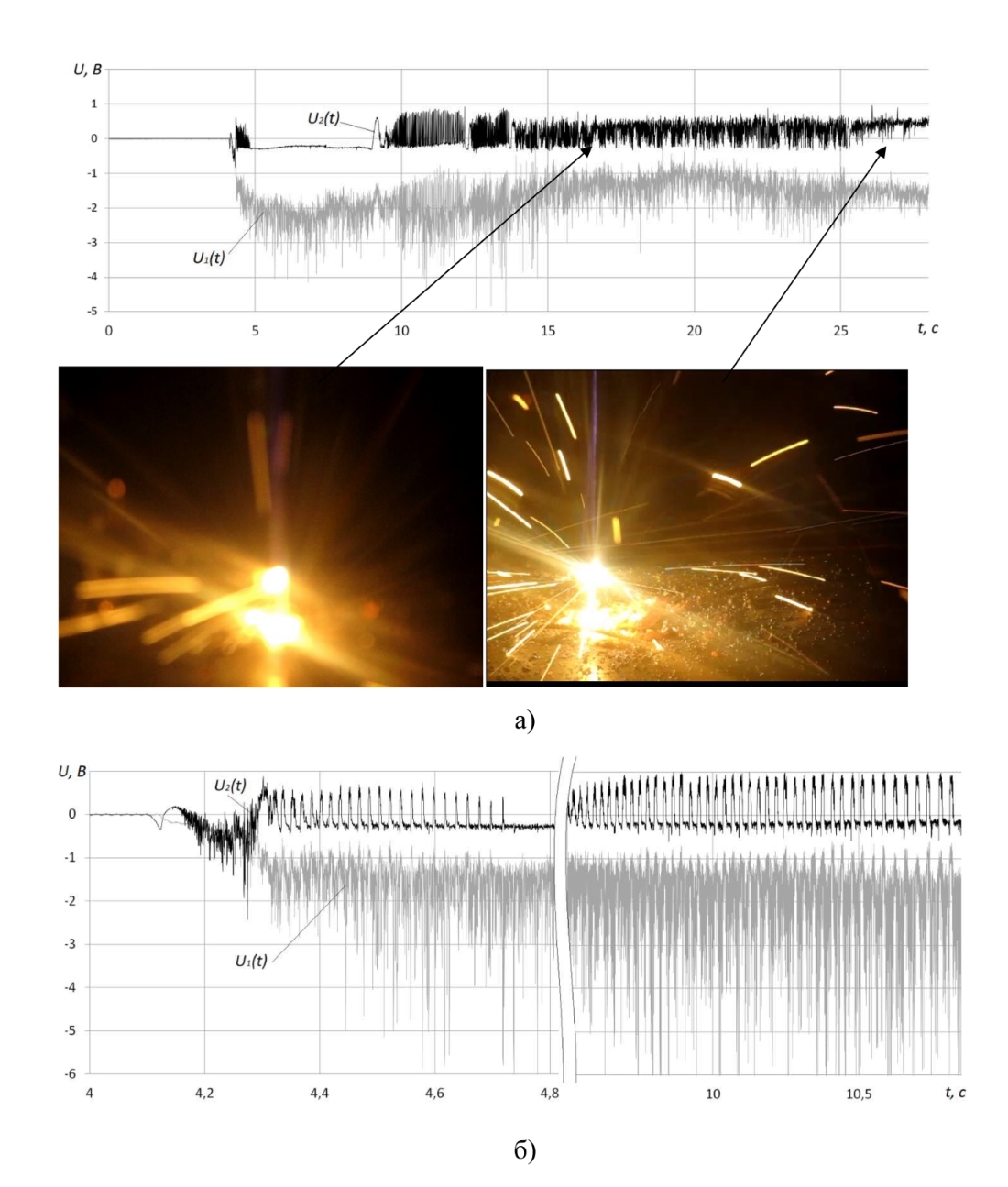
Рисунок 3. Осциллограммы сигналов, проходящих через проволоку (U1(t)) и через изделие (U2(t)), иллюстрирующие ход процесса наплавки: а – в мелком масштабе по времени; б – в крупном масштабе по времени.
На основе результатов, полученных при наплавке с использованием пушки ЭЛА‑15И выявлено, что с увеличением тока луча скорость подачи проволоки увеличивается до предельного значения (рисунок 4). 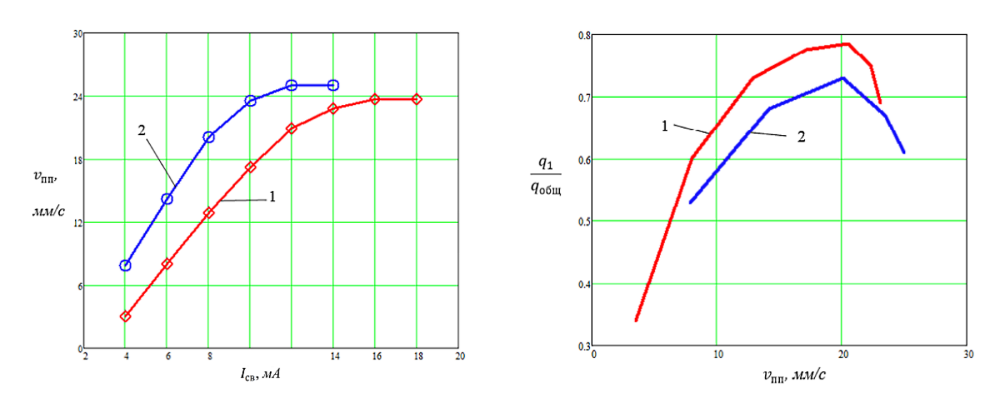
Рисунок 4. Зависимость предельной скорости подачи проволоки от тока луча (слева): 1 – проволока диаметром 2 мм; 2 – проволока диаметром 1.6 мм. Зависимость доли мощности луча, пошедшая на нагрев и плавления проволоки, от скорости подачи проволоки (справа): 1 – проволока диаметром 2 мм; 2 – проволока диаметром 1.6 мм.
Выводы:
Источник:
Харитонов И.А., Мартынов В.Н., Щербаков А.В., Драгунов В.К., Гапонова Д.А. Особенности электронно-лучевой сварки с применением присадочной проволоки // Вторая Международная конференция «Электронно-лучевая сварка и смежные технологии»: сборник материалов и докладов. – Москва. – 2017. – С. 257‑265.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск