 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Целью диссертационного исследования [1] являлось выявление основных закономерностей формирования шероховатости обработанной поверхности и определение путей повышения её точности при концевом цилиндрическом фрезеровании тонкостенных деталей.
Исследования велись экспериментальными методами и математическим моделированием. Эксперименты по концевому цилиндрическому фрезерованию проводили на специально разработанном измерительном стенде (рисунок 1).
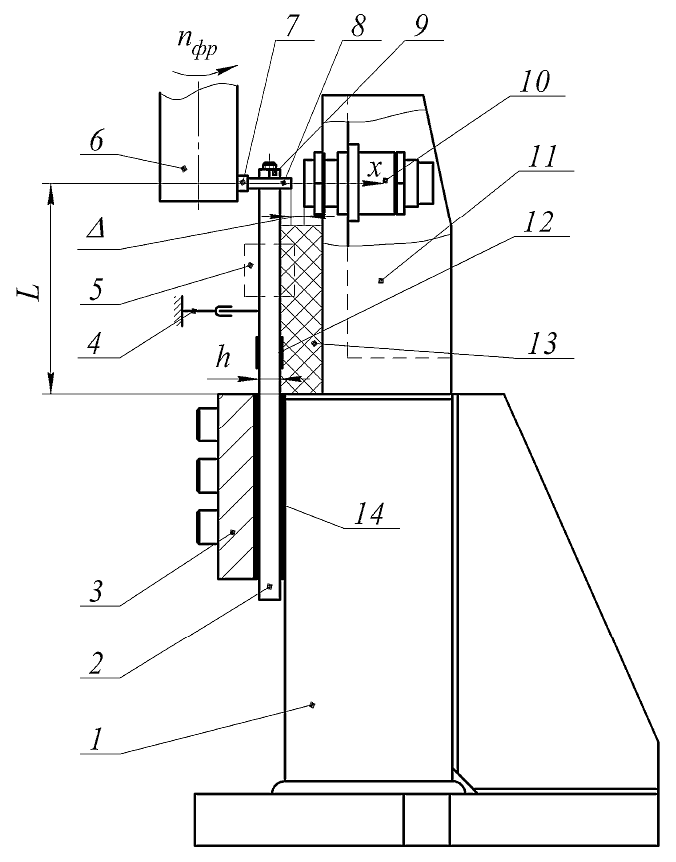 |
Рисунок 1. Принципиальная схема стенда для исследования механических колебаний при фрезеровании тонкостенных деталей: 1 – основание; 2 – упругий элемент (защемленная пластина); 3 – прижим; 4 – демпфер; 5 – дополнительная масса; 6 – концевая цилиндрическая фреза; 7 – режущий элемент; 8 – образец; 9 – гайка; 10 – индуктивный датчик; 11 – стойка; 12 – тензодатчик; 13 – вязкоупругая демпфирующая среда (демпфер); 14 – демпфирующие прокладки. |
Измерительный стенд оснащен тензодатчиками и индуктивным датчиком Osiprox XS1 M18AB120 для измерения колебаний тонкостенной детали. Сигнал с датчиков с помощью модуля АЦП Е‑140 (выпускаемый сегодня сертифицированный аналог E14‑140‑M) записывался на компьютер.
Обработка осциллограмм колебаний проводилась с помощью специально разработанных программ на базе математического пакета MATLAB. Профилограммы обработанной поверхности записывали профилографом-профилометром 170311 завода «Калибр», подключенным через АЦП к компьютеру.
Экспериментальное определение частоты собственных колебаний (ЧСК) упругой системы деталей проводили по осциллограмме затухающих колебаний, которые вызывались методом ударного возбуждения стальным шариком, подвешенным на тонкой нити (рисунок 2). Виброперемещение упругого элемента регистрировалось бесконтактным токовихревым датчиком, входящим в комплект виброметра ВВВ‑302. Далее аналоговый сигнал с виброметра преобразовывался АЦП E‑140 и записывался с помощью программы LGraph2. ЧСК определяли спектральным анализом осциллограммы затухающих колебаний методом быстрого преобразования Фурье (БПФ).
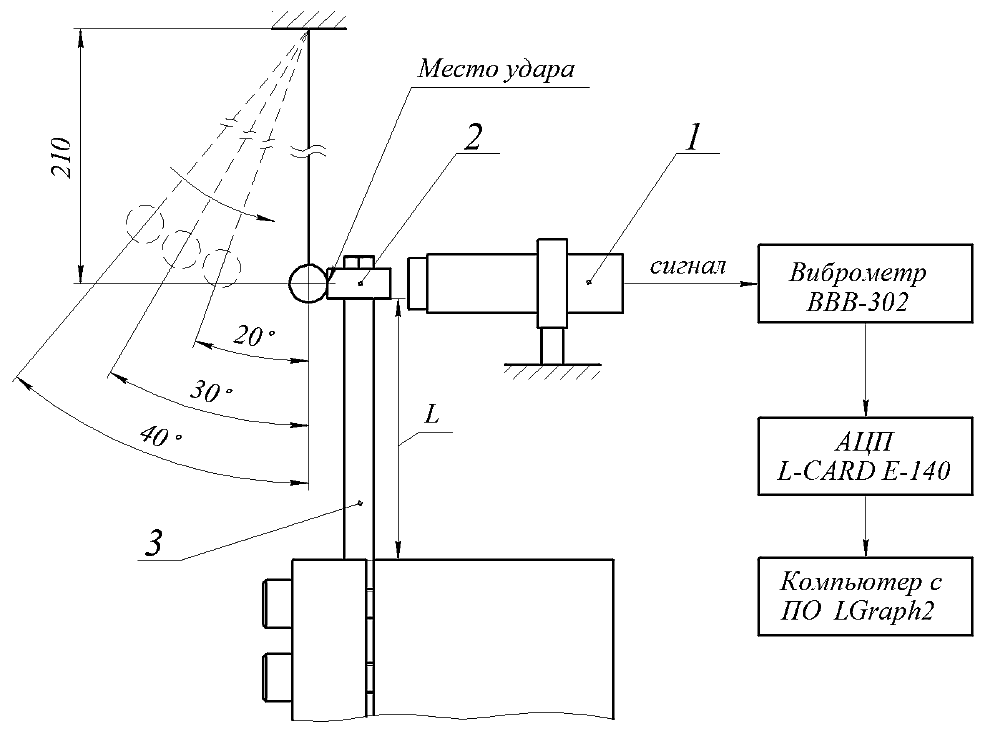
Рисунок 2. Схема определения динамических характеристик с помощью бесконтактного датчика: 1 – бесконтактный токовихревой датчик; 2 – образец; 3 – упругий элемент.
Типичный спектр показан на рисунке 3, из которого видно, что основной вклад в колебания упругого элемента вносят колебания по первой изгибной форме.
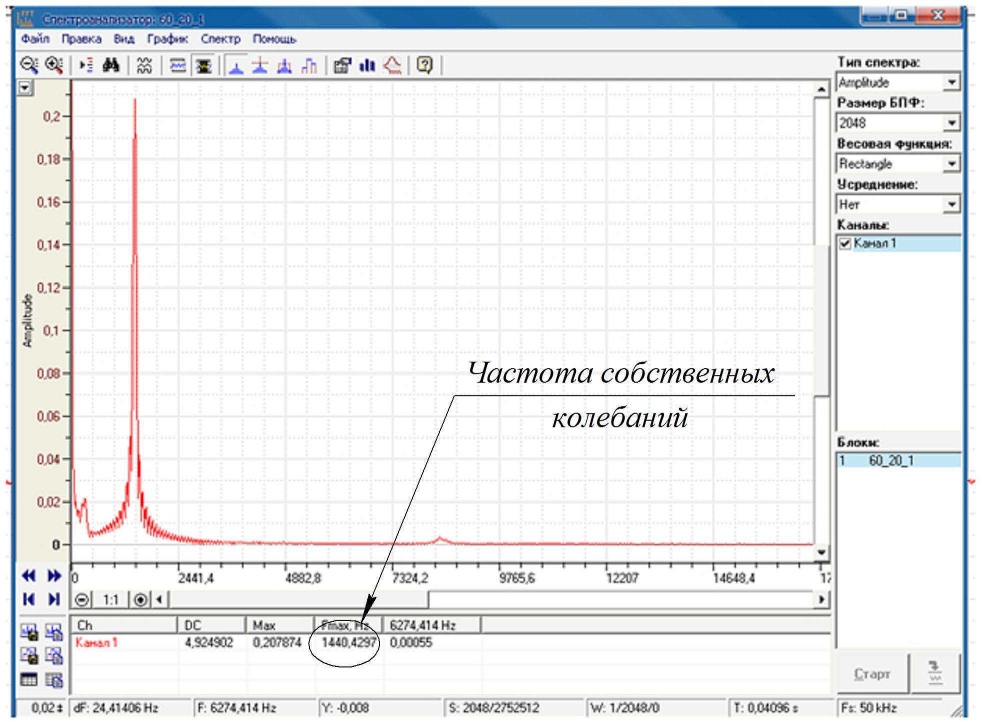
Рисунок 3. Спектр затухающих колебаний упругого элемента, полученный методом БПФ.
Эксперименты проводились на базе научно-исследовательской лаборатории динамических исследований Запорожского национального технического университета (ЗНТУ).
Результаты исследований и рекомендации внедрены и используются в учебном процессе ЗНТУ.
Источник:
Логоминов В.А. Формирование шероховатости обработанной поверхности при концевом цилиндрическом фрезеровании тонкостенных элементов деталей: диссертация на соискание ученой степени кандидата технических наук. – Запорожье. – 2012. – 226 с.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск