 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Надежность станков зависит в первую очередь от надежности их основных компонентов, в частности, шпинделя, производительность которого имеет решающее значение для конечного качества поверхности и точности обработки. Для исследования возможности предварительного контроля шпинделя станка авторами [1] разработан автоматизированный испытательный стенд, состоящий из двух подсистем: информационно-измерительной и подсистемы диагностики и контроля (по вибрации и температуре).
Шпиндель SXS 512 устанавливается на автоматизированном испытательном стенде (рисунок 2), где электродвигатель 2 управляется преобразователем частоты (не показан на рисунке 2) и специально разработанной информационно-измерительной системой (компоненты 6‑9). Информационно-измерительная система построена по модульному принципу, с использованием крейтовой системы LTR, с модулями сбора данных LTR22 и LTR114 (для регистрации виброакустического сигнала и температуры соответственно). Виброакселерометр подключается с помощью усилителя заряда LP‑03.
Алгоритмы сбора, анализа и сохранения результатов основаны на стандартном программном обеспечении LabVIEW 2012. Специальное программное обеспечение позволяет анализировать сигнал в реальном времени (при работе шпинделя), а также при постобработке (для выявления развивающихся дефектов). При оценке работоспособности информационно-измерительной системы и автоматизированного испытательного стенда авторы проводят диагностику шпинделя перед его установкой на профильно-шлифовальный станок.
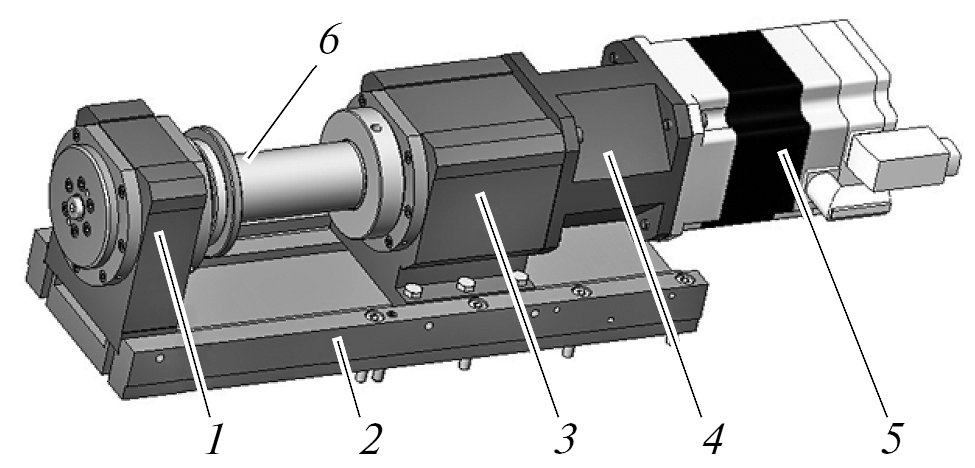
Рисунок 1. Конструкция шпинделя: 1 – задний роликовый подшипник; 2 – база; 3 – передний роликовый подшипник; 4 – корпус разъема; 5 – электродвигатель; 6 – вал шпинделя.
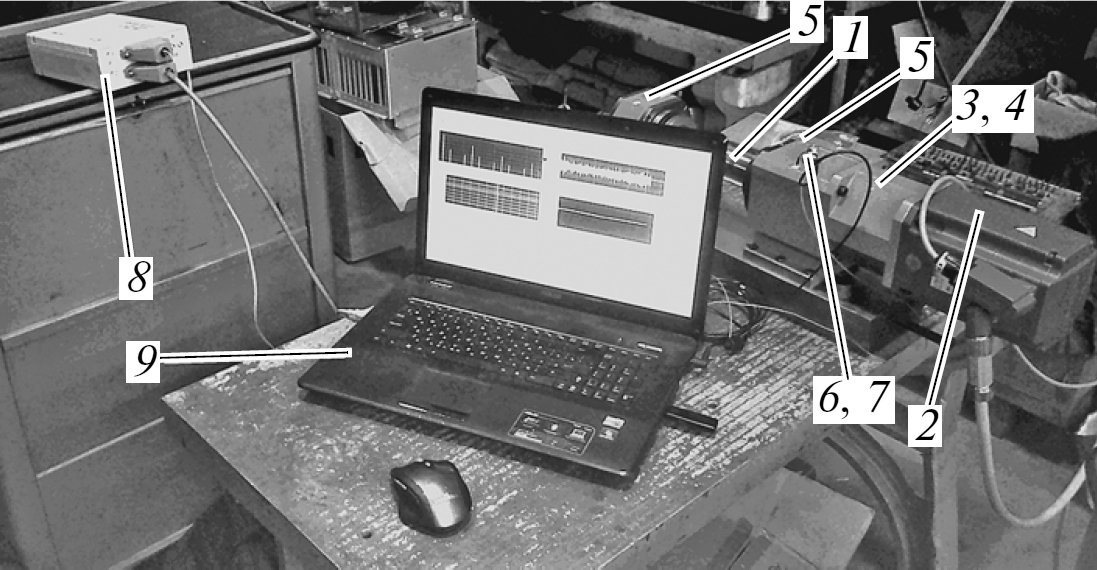
Рисунок 2. Автоматизированный испытательный стенд: 1 – вал; 2 – электродвигатель; 3 – скоба; 4 – разъем внутри кронштейна; 5 – подшипники шпинделя; 6, 7 – датчик вибрации КД17 и датчик температуры Pt100; 8 – крейтовая система LTR; 9 – ноутбук.
На рисунке 3 представлены спектры виброакустических сигналов от переднего подшипника шпинделя: на рисунке 3а шпиндель признан исправным, а на рисунке 3b – неисправным. Виброакустический сигнал получается при 2500 об/мин при работе в подшипнике. Эти результаты служат основой для оценки исправности шпинделя и выявления возможных дефектов.
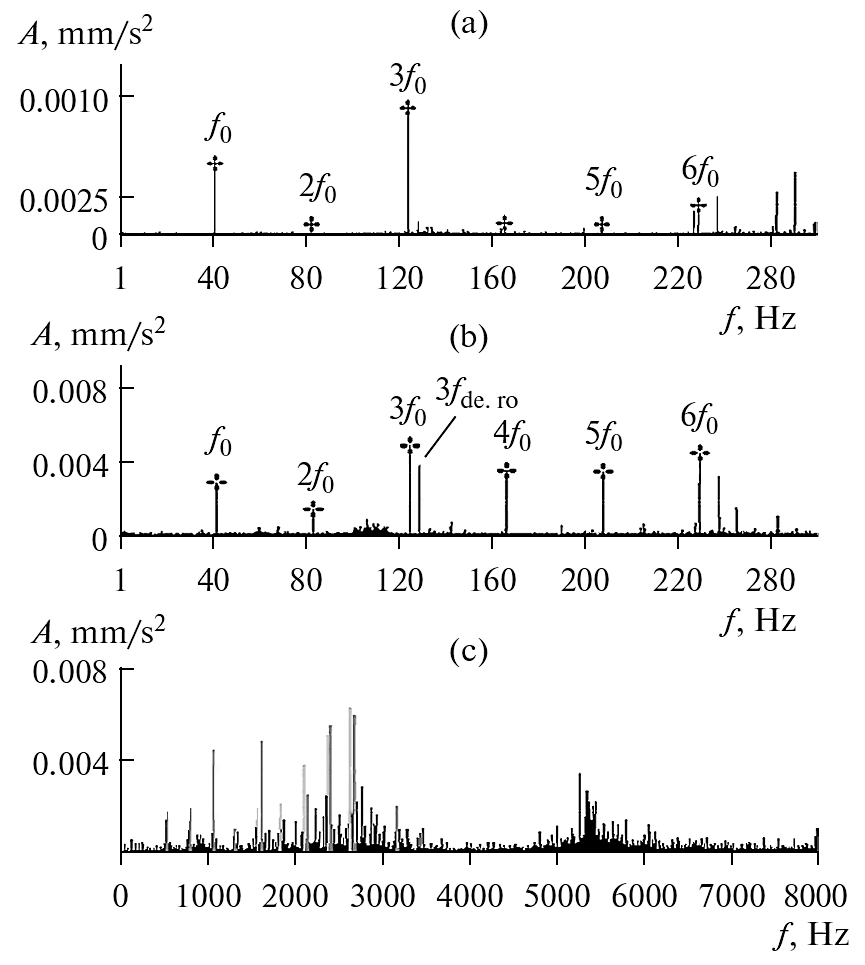
Рисунок 3. Спектры виброакустических сигналов от переднего подшипника исправного (а) и неисправного (b) шпинделя и неисправного шпинделя в более широком диапазоне частот (c): А – виброускорение; f – частота.
Также в течение 2 часов снимались показания температуры на передних и задних подшипниках исправных и неисправных шпинделей (рисунок 4).
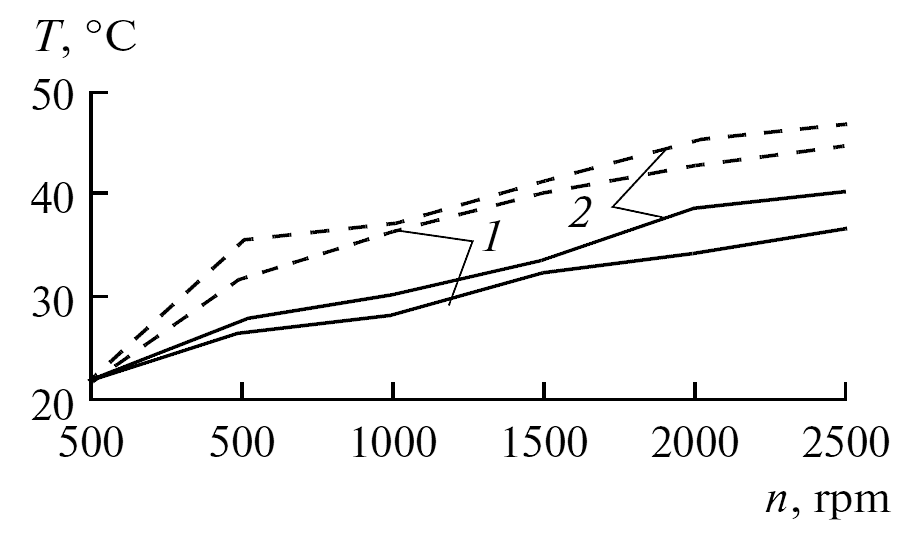
Рисунок 4. Температуры переднего (1) и заднего (2) подшипников исправных (сплошные кривые) и неисправных (штриховые кривые) шпинделей.
Совмещая показания температуры с виброакустическим сигналом, авторы получили более полную картину состояния шпинделя. На этом основании оператор может быть более уверенным в определении исправности конкретного подшипника шпинделя и выявлении любых дефектов, которые могут присутствовать (например, сборочные или производственные дефекты. Информационно-измерительная система хорошо справляется с оценкой шпинделей профильно-шлифовального станка SXS512: повышается надежность и качество оценки.
Финансовая поддержка оказана президентом РФ (грант 14.Z56.14.2749_MK, 2014).
Источник:
Kamnev, V. & Porvatov, Artur. (2015). Efficient preliminary monitoring of a machine-tool spindle by means of information and measuring systems. Russian Engineering Research. 35. 470‑472. 10.3103/S1068798X15060052.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск