 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Применение модуля LTR212 для измерения сил резания в задаче поиска оптимальных режимов обработки пластмасс описано в статье специалистов из Брянского государственного технического университета [1].
Для проведения исследований по обеспечению требуемой точности и параметров качества поверхностного слоя был создан специальный комплекс на базе горизонтально-фрезерного станка (рисунок 1).

Рисунок 1. Комплекс для проведения экспериментальных исследований процесса разрезания пластмассовых изоляторов.
Для обеспечения широкого диапазона регулирования скоростей резания использован электрошпиндель марки ШФВ мощностью 0,6 кВт с частотой вращения вала до 18000 мин-1. Изменение частоты вращения электрошпинделя (скорости резания) обеспечивается от преобразователя частоты. Электрошпиндель установлен на опорной плите, которая крепится на серьгу хобота станка. Для его смазывания и охлаждения была подведена пневмомагистраль с воздушно-капельной системой подачи масла. Для реализации движения поперечной подачи использованы возможности привода подачи станка. Разрезка выполнялась дисковой фрезой для обработки металла с увеличенными (до 15°) задними углами.
Для разрезки заготовок изоляторов было спроектировано и изготовлено специальное приспособление, устанавливаемое на рабочей поверхности специального динамометрического стола (рисунок 2).

Рисунок 2. Заготовка в приспособлении.
Для измерения составляющих силы резания использовался динамометрический стол с последующей обработкой данных тензометрическим модулем LTR212 в составе крейта LTR-U-1-4 соответствующим программным обеспечением.
Измерения величины заусенца проводились на микроскопе с выходом для подключения к ПЭВМ. Для измерения шероховатости на поверхности реза был использован профилометр модели «АБРИС-ПМ7».
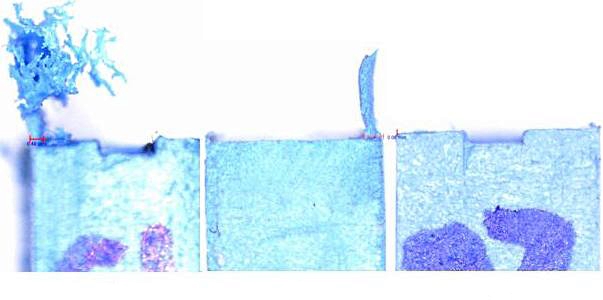
Рисунок 3. Фотографии заусенцев при разрезании пластмасс. Величина заусенца (слева направо): 0,46 мм, 0,85 мм, 0 мм.
По результатам проведенных экспериментов авторами сделан ряд выводов:
Источник:
Федонин О.Н., Хандожко А.В., Щербаков А.Н., Захаров Л.А., Гавриленко Т.В. Механическая обработка изделий из пластмасс // Наукоемкие технологии в машиностроении. – 2015. – № 6 (48). – С. 24–29.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск