 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Повышение качества создаваемого изделия в процессе лазерного нанесения металла (ЛНМ) требует построения системы многопараметрического управления технологическим процессом. С этой целью авторы статьи [1] исследуют процесс ЛНМ в широком диапазоне технологических параметров. В системе управления процессом ЛНМ по оптическому сигналу был использован модуль LTR11 в составе Установки измерительной LTR.
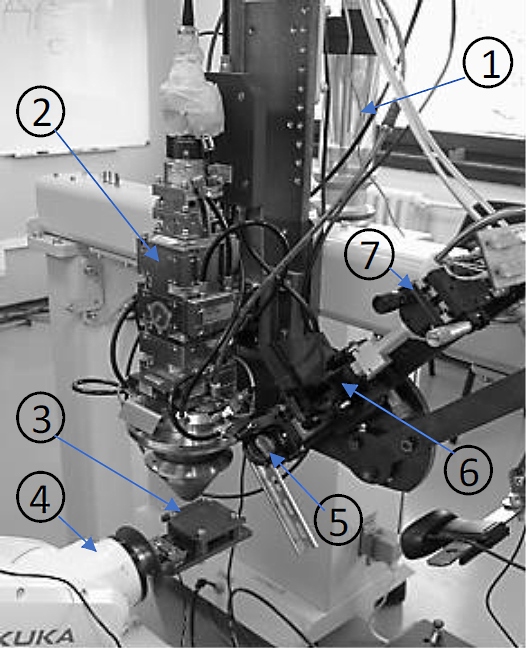
Основная часть экспериментальной установки со снятым кожухом представлена на рисунке 1 и включает порошковый питатель 1 (GTV PF 2.1LC) и лазерную головку 2 (Precitec YC52). С целью формирования изделия подложка 3 установлена на подвижной части робота-манипулятора 4 (Kuka KR10 900). Используется волоконный иттербиевый лазер мощностью 400 Вт (ЛК‑400‑В, НТО «ИРЭ‑Полюс»).
 |
 |
 |
| Рисунок 1. Общий вид экспериментальной установки: 1 – порошковый питатель; 2 – лазерная головка; 3 – подложка; 4 – робот-манипулятор; 5 – линза пирометра; 6 – сенсор пирометра; 7 – транслятор сенсора. |
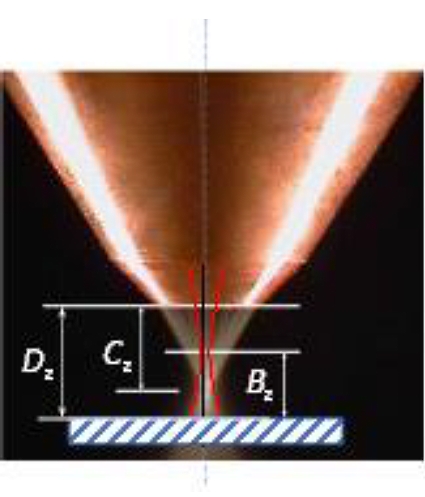
Рисунок 2. Схема взаимного расположения подложки, сопла, потока частиц и лазерного пучка. |
Рисунок 3. Общий вид установки ЛНМ. |
Общий вид разработанной экспериментальной установки показан на рисунке 3. Коаксиальное сопло лазерной головки, схематично изображенное на рисунке 2, формирует сходящийся кольцевой поток порошка.
На рисунке 4 приведены результаты воздействия лазерного излучения на подложку при сканировании со скоростью 200 мм/мин: верхняя дорожка (1) была выполнена без использования порошка, в двух других случаях, обозначенных как (2) и (cw), были сформированы дорожки с подачей порошка. 
Рисунок 4. Образцы формирования дорожки.
Для контроля температуры на поверхности расплава была использована многоканальная оптическая система диагностики (МОСД) с оптоволоконным каналом передачи как теплового излучения ванны расплава, так и части отраженного от поверхности расплава лазерного излучения к набору фотодиодов. Оптическая часть МОСД включает линзу 5 и многоканальный сенсор 6, размещенный на 4‑координатном трансляторе 7 (рисунок 1). В блоке предусилителей тока фотодиодов формируются сигналы, амплитуды которых пропорциональны освещению приемной части сенсора 6, в котором оптоволоконные кабели шести каналов конструктивно размещены в ряд. Линза 5 фокусирует долю теплового излучения нагретой области и часть отраженного лазерного излучения перед приемной частью сенсора. Для оцифровки токов фотодиодов используется модуль АЦП LTR11 в составе крейта LTR‑EU‑8.
В качестве регулируемого параметра процесса была выбрана мощность лазерного излучения. Мощность изменяется относительно уровня, заданного в коде управляющей ЧПУ-программы. Предполагается, что с изменением мощности лазера изменяется объем ванны расплава и, следовательно, массовая производительность формирования дорожки.
Программная часть системы управления реализована с использованием среды разработки LabView. ПИД-регулятор системы управления поддерживает уровень сигнала пирометра с заданной точностью путем регулирования мощности лазерного излучения.
Связь с крейтом LTR, в котором располагались модули АЦП сигналов многоканального пирометра, осуществлялась через интерфейс USB. Разработанная система управления размещается «в разрыв» между имеющимся ЧПУ контроллером процесса и лазером, что позволяет использовать систему не только в лабораторных или вновь создаваемых установках, но и для интеграции в существующие ЧПУ системы. Она перехватывает команды управления лазером, синхронизируется с командами включения/выключения излучения и учитывает текущую заданную мощность лазера при формировании скорректированных значений.
Результаты формирования дорожки с резким изменением направления нанесения (в виде буквы W) представлены на рисунке 5.
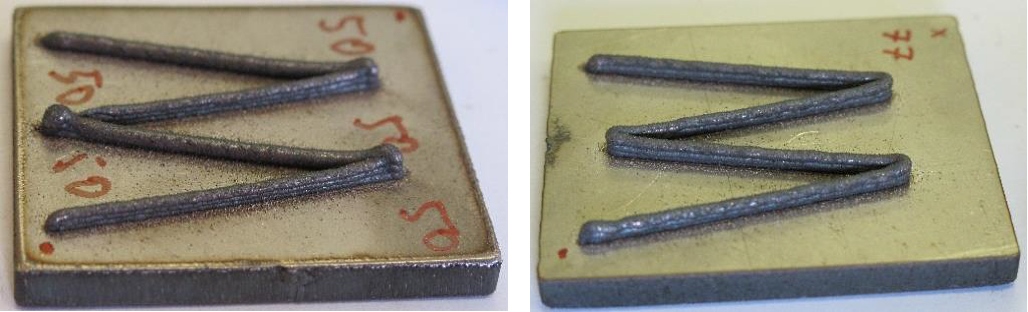
Рисунок 5. Образцы формирования дорожки в виде буквы W. Слева – без обратной связи, справа – с обратной связью по оптическому сигналу.
Источник:
Завалов Ю.Н., Дубров А.В., Родин П.С., Дубров В.Д. Особенности режимов управления процессом в технологии лазерного нанесения металлов: [Электронный ресурс] // Аддитивные технологии: настоящее и будущее: материалы международной конференции (г. Москва, 8-9 октября 2020 г.). М.: ВИАМ. 2020. С. 167‑180. (Дата обращения: 10.03.21).
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск