 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Формирование уникальных свойств поверхностных слоев деталей трибосопряжений, изготавливаемых из традиционных конструкционных сталей, позволяет увеличить эксплуатационную надежность машин и оборудования без значительных капиталовложений. Целью диссертационной работы [1] является совершенствование физико-механического процесса наноструктурирующего выглаживания для формирования нанокристаллической структуры и повышения свойств поверхностного слоя мартенситных сталей при высоких скоростях скольжения индентора инструмента.
Модули АЦП E20‑10 и E14‑140‑M были применены в экспериментальных исследованиях контактной температуры при повышении скорости скольжения индентора инструмента. Контактная температура исследовалась методом сминаемой термопары. Изучение контактной температуры в процессе наноструктурирующего выглаживания осуществляется с помощью смятия скользящим индентором изолированного медного провода-электрода толщиной 50 мкм (рисунок 1, слева).
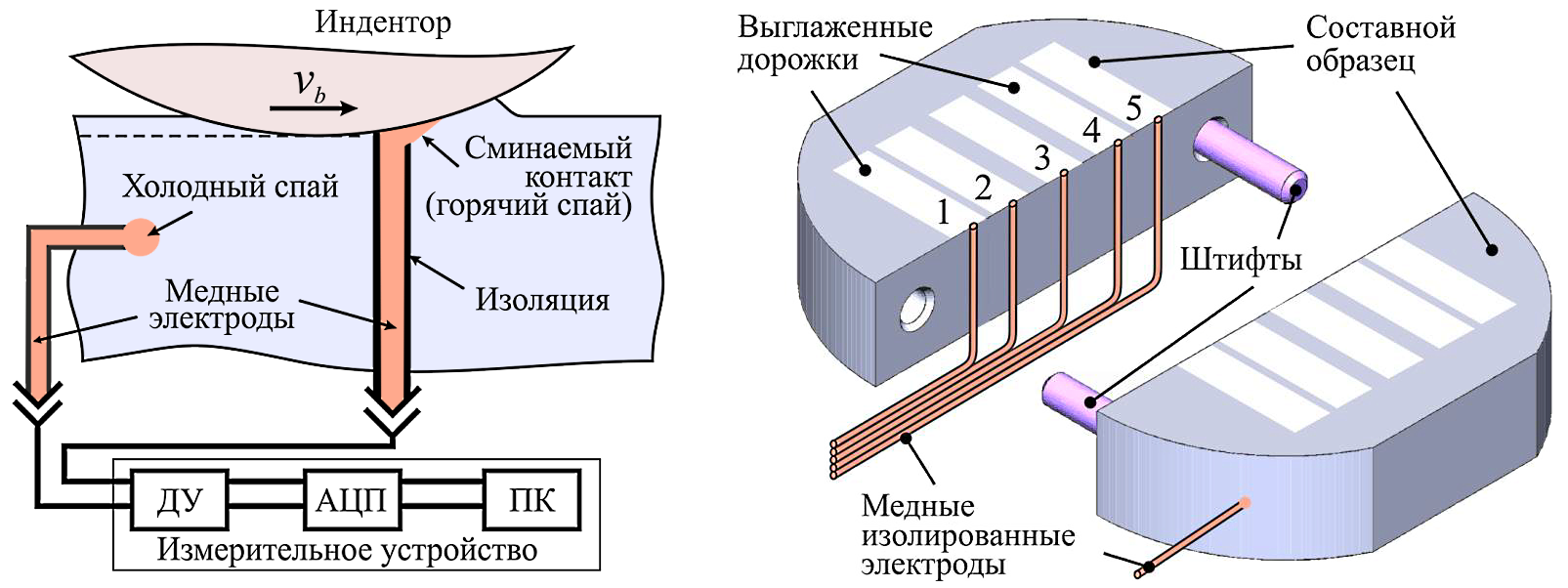
Рисунок 1. Схема измерения контактной температуры «естественной» термопарой (слева) и составной образец (справа).
Для проведения исследований разработан составной образец (рисунок 1, справа). Сопрягаемые поверхности образца притерты между собой для обеспечения минимального зазора поверхностей и соединены двумя штифтами для предотвращения смещения половин. На одной из половин образца в пределах ширины каждой выглаживаемой дорожки нанесены по три канавки, в которых плотно размещены медные электроды с тонким электроизоляционным покрытием.
Для формирования измерительной цепи к образцу был припаян аналогичный медный электрод, который выступал в роли холодного спая. Термоэлектроды были присоединены к измерительному устройству для определения температурно-временных характеристик термоЭДС. Измерительное устройство состояло из дифференциального усилителя и АЦП E20‑10, подключенных к ПК.
С целью минимизации погрешности измерений температуры проводилась тарировка термопары в соответствии с ГОСТ 8.338‑2002 на специальном стенде (рисунок 2).
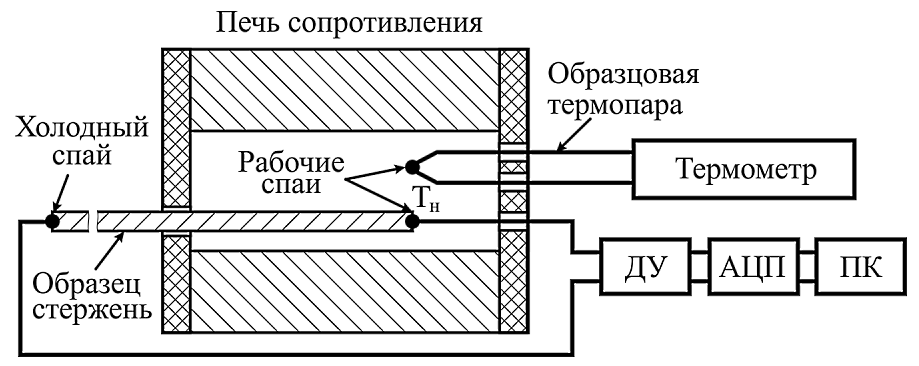
Рисунок 2. Схема стенда для тарировки полуискусственных термопар.
Экспериментальное измерение контактной температуры методом сминаемой термопары выполнено при наноструктурирующем выглаживании поверхности образов на фрезерном центре GFMS Mikron VCE 600 Pro (рисунок 3).
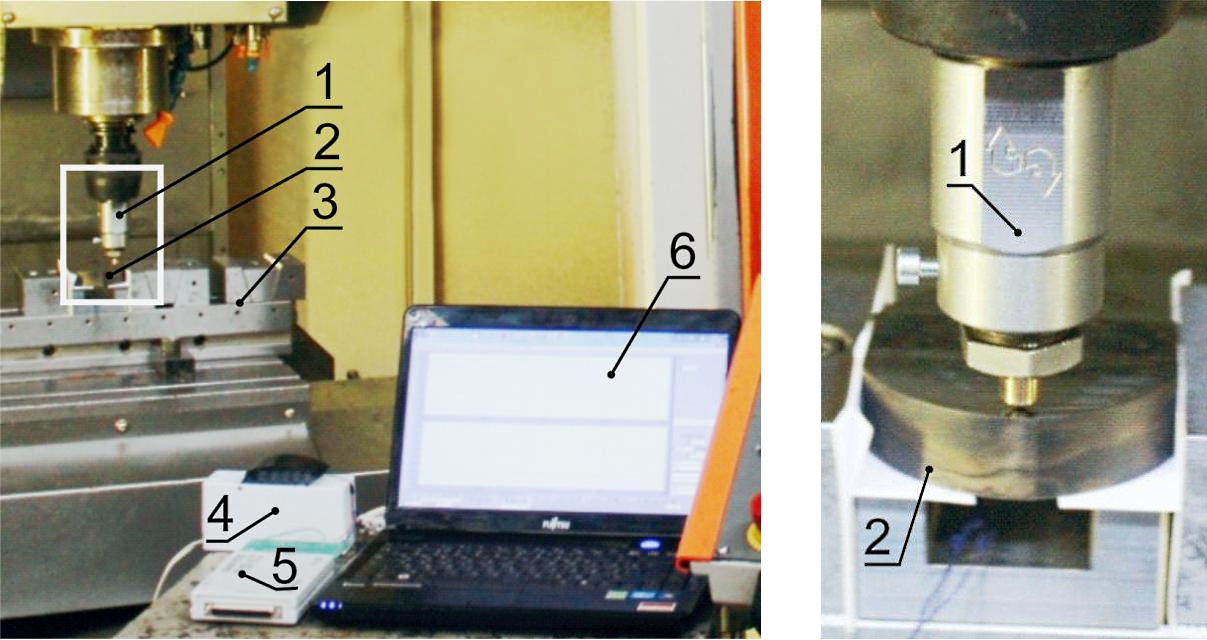
Рисунок 3. Экспериментальная установка на фрезерном центре: общий вид (слева) и зона выглаживания (справа).
Выглаживающий инструмент 1 был установлен в патрон, программно заблокированный от поворота. Составной образец 2 был зажат в тисках 3. Сигнал с термопар через дифференциальный усилитель 4 и АЦП L‑Card E14‑140‑M 5 передавался на персональный компьютер 6.
Запись и обработка результатов измерения термоЭДС выполнена в программном пакете LGraph2. Измерение контактной температуры проведено на сопрягаемых поверхностях 5‑ти выглаживаемых дорожек каждого составного образца.
Для максимального приближения температурных условий эксперимента к реальным тепловым условиям наноструктурирующего выглаживания обработка осуществлена по замкнутой траектории движения индентора, исключающей прерывания контакта с поверхностью образца (рисунок 4, справа).
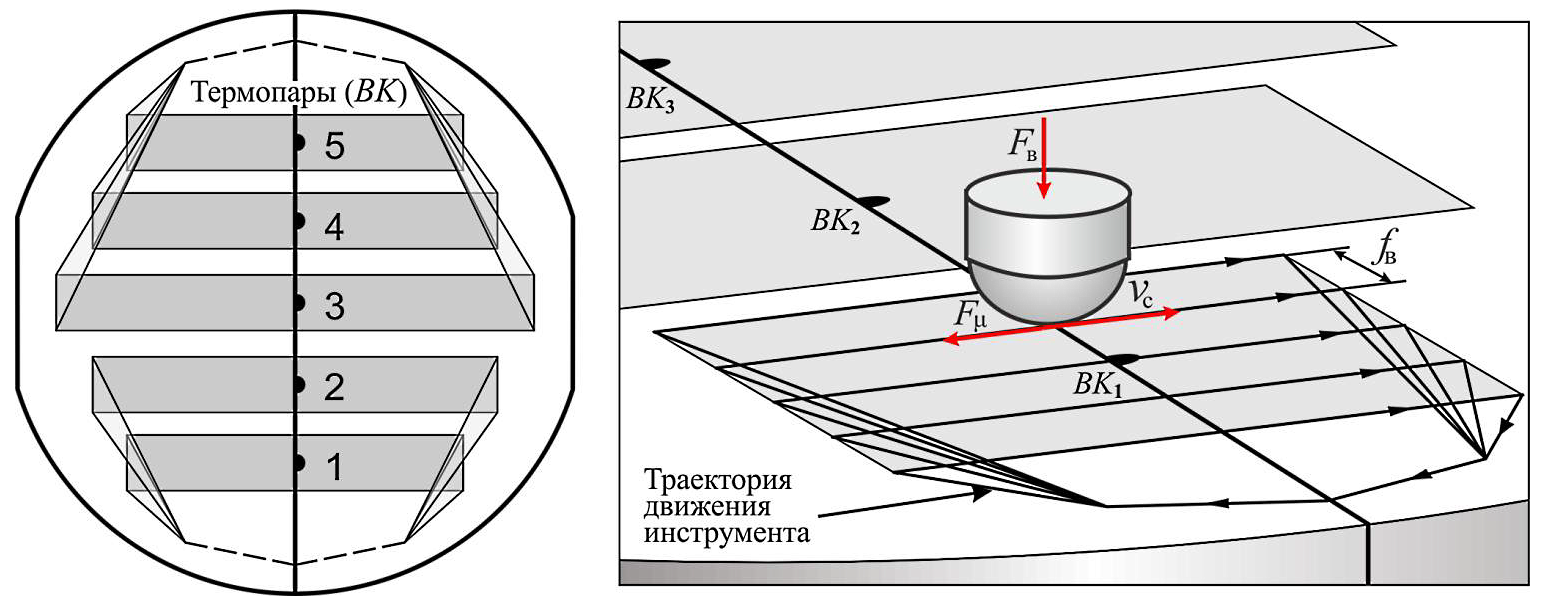
Рисунок 4. Схема выглаживания дорожек составного образца с термопарами BK1…BK5 (слева) и траектория движения инструмента по дорожке 1 (справа).
Исследуемая в данной диссертационной работе технология финишной обработки поверхностей методом высокоскоростного наноструктурирующего выглаживания с теплоотводом внедрена в ООО "Предприятие "Сенсор".
Источник:
Скоробогатов А.С. Управление формированием структуры и свойств поверхностного слоя мартенситных сталей при высокоскоростном наноструктурирующем выглаживании с теплоотводом: диссертация на соискание ученой степени кандидата технических наук. – Екатеринбург. – 2018. – 142 с.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск