 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
В последние годы в связи с развитием технологий и большим вниманием к проблемам защиты окружающей среды широкое развитие получает научное направление, касающееся техники минимальной смазки (Minimum Quantity Lubrication – MQL) применительно к металлообрабатывающим операциям. В статье [1] исследованы возможности сочетания технологии минимальной смазки холодным воздухом (Cold-air Minimum Quantity Lubrication – CAMQL) с системой очистки шлифовальных кругов воздушной струей (Wheel Cleaning by an air Jet – WCJ) при шлифовании жаропрочного никелевого сплава.
Данная работа была направлена на изучение и доказательство эффективности предложенной методики CAMQL + WCJ путем анализа эксплуатационных характеристик измельчения жаропрочного никелевого сплава с использованием смазочной среды растительного происхождения.
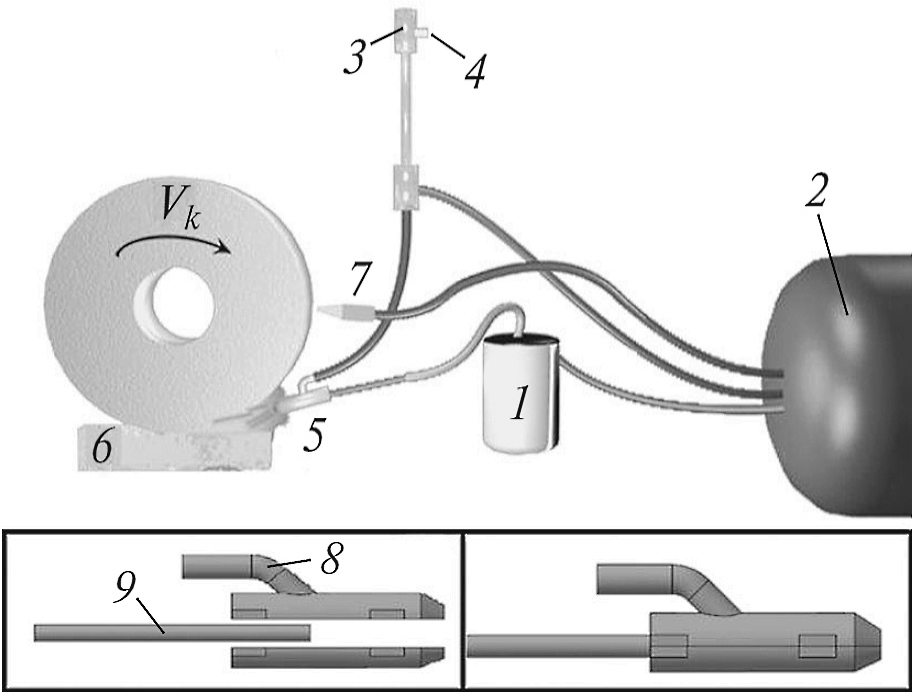
Рисунок 1. Принципиальная схема экспериментальной установки: 1 – система подачи смазки Spraymat 700; 2 – компрессор; 3 – вихревая трубка; 4 – выход горячего воздуха; 5 – сопло CAMQL; 6 – заготовка; 7 – форсунка WCJ; 8 – подача холодного воздуха; 9 – трубка подачи масла.
Для экспериментальных исследований использовался плоскошлифовальный станок с числовым программным управлением CHEVALIER Smart-B1224III. Для подачи воздуха в систему воздушного охлаждения использовался компрессор AIRRUSCE 250‑V135. В качестве смазывающей среды было предложено использовать растительное соевое масло, так как оно оказывает минимальное негативное воздействие на окружающую среду. Возможность подачи минимального количества смазочного материала в охлажденном воздухе (CAMQL) обеспечивается за счет объединения установки Steidle Spraymat 700 MQL (Германия) и вихревой трубки (рисунок 1). В ходе исследований шероховатость обрабатываемой поверхности контролировалась по параметру Ra; измерения проводились на профилографе-профилометре MitutoyoSurftest SJ‑410.
Составляющие силы резания измерялись с помощью шестикомпонентного измерителя силы Amti MC36‑1000, модуля АЦП E14‑140 и портативного компьютера со специальным программным пакетом Powergraph. Морфологию поверхности обработанных образцов изучали с помощью двухлучевого растрового электронного микроскопа Versa 3D LoVac.
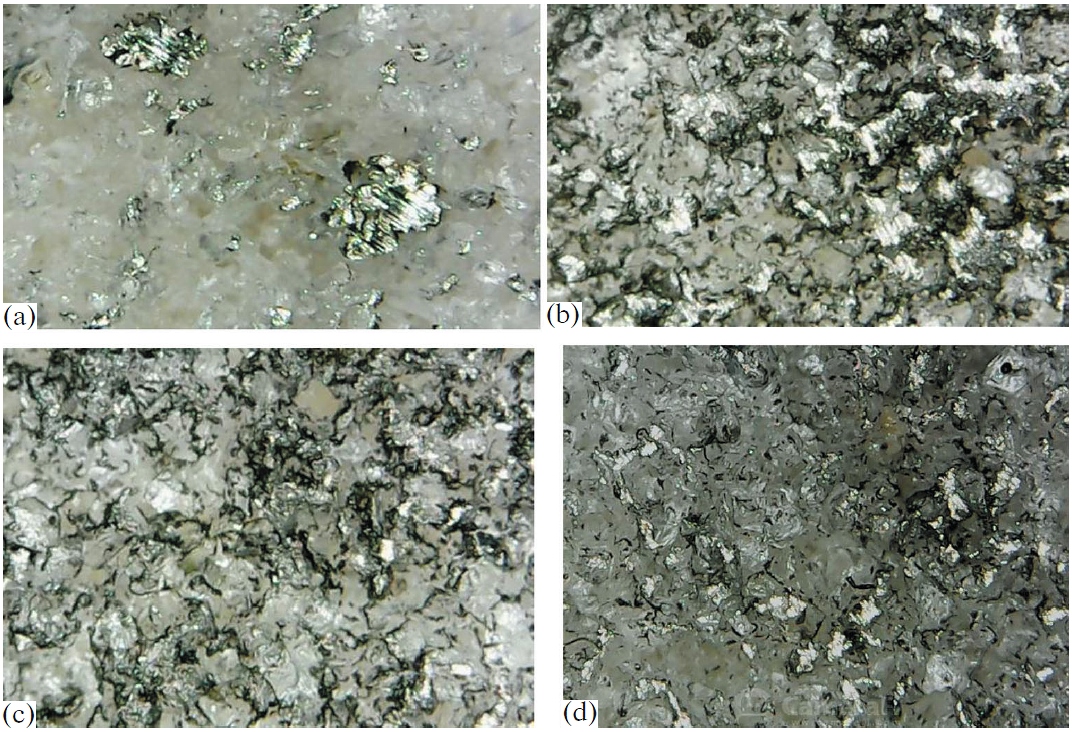
Рисунок 2. Изображения сканирующего электронного микроскопа (СЭМ) рабочей поверхности шлифовального круга: a) без смазочно-охлаждающей жидкости; b) MQL; c) CAMQL; d) CAMQL + WCJ.
Для измерения температуры в зоне контактного взаимодействия использовалась полуискусственная переключающая термопара. В качестве основного термоэлектрода использовалась проволока из константанового сплава. Второй термоэлектрод термопары представлял собой саму заготовку (образец). Сигнал регистрировался с помощью усилителя, модуля АЦП L‑CARD E14‑140 и программного пакета LGraph. Зарегистрированная температура представляет собой температуру поверхности заготовки после контакта со шлифовальным кругом. После эксперимента рабочая поверхность шлифовального круга фотографировалась с помощью цифрового USB-микроскопа при 100‑кратном увеличении.
Анализируя поверхность круга после шлифовки без смазочно-охлаждающей жидкости (рисунок 2а), можно выделить как наличие крупных пластичных сколов, так и достаточное количество мелкой осколочной стружки. На поверхности после шлифования только методом MQL (рисунок 2b) есть участки с налипанием металла, но их размер значительно меньше размера стружки при сухом шлифовании. Использование техники CAMQL (рисунок 2c) способствует очистке рабочей поверхности шлифовального круга. При использовании струи очищающего воздуха количество сколов, остающихся после шлифования в порах круга, значительно уменьшается (рисунок 2d), что свидетельствует об эффективности исследуемой методики CAMQL + WCJ.
При шлифовании без смазочно-охлаждающей жидкости состояние обработанной поверхности указывает на значительное адгезионное взаимодействие между абразивным инструментом и металлом (рисунок 3а). Использование техники MQL значительно улучшает состояние обрабатываемой поверхности (рисунок 3b). Однако и здесь наблюдаются следы адгезионного взаимодействия. После шлифовки с использованием техники CAMQL была получена гораздо более качественная и однородная поверхность (рисунок 3c). При использовании предложенной техники CAMQL + WCJ (рисунок 3d) на поверхности практически не остаётся следов адгезионного взаимодействия, а уровень пластической деформации минимален. Этот эффект наблюдается благодаря значительному уменьшению количества частиц, прилипающих к поверхности шлифовального круга.
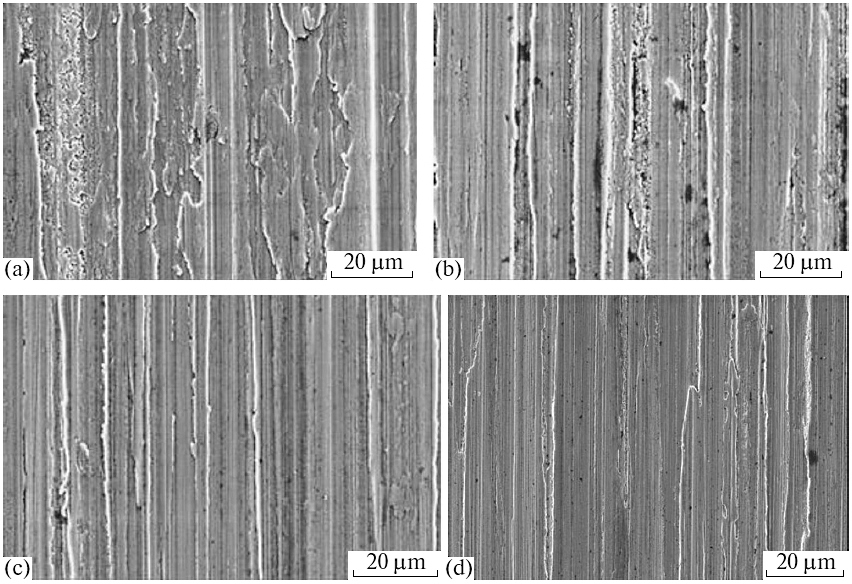
Рисунок 3. Изображения СЭМ обработанной поверхности: а) без смазочно-охлаждающей жидкости; b) MQL; c) CAMQL; d) CAMQL + WCJ.
Результаты экспериментальных исследований показывают, что при использовании методики CAMQL + WCJ компоненты силы резания значительно снижаются, температура температуры контактного взаимодействия снижается, а качество обрабатываемой поверхности улучшается за счет уменьшения шероховатости. Предлагаемая технология по совокупности функций могла бы представлять собой перспективную альтернативу шлифованию с использованием традиционных смазочно-охлаждающих жидкостей для металлообработки.
Источник:
Mitrofanov, A. & Parsheva, K. (2021). A Novel Approach to Improving the Efficiency of a Minimum Quantity Lubrication Technique in the Course of Grinding. Journal of Machinery Manufacture and Reliability. 50. 66‑71. 10.3103/S1052618821010131.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск