 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Целью данной работы [1] является исследование особенностей формирования электроискровых покрытий на образцах из конструкционной легированной стали 20Х13 при варьировании режимов обработки при применении электродного материала СТИМ‑2/40НЖ.
Для исследования массопереноса были подготовлены образцы из стали 20Х13 (ГОСТ 5632‑2014). В качестве материала катода применяли сплав СТИМ‑2/40НЖ (TiC‑ХН70Ю + Wнано). Для формирования электроискрового покрытия использовали промышленную установку «ALIER‑METAL G53».
Для измерения энергетических характеристик импульсных разрядов к электроискровой установке был подключен АЦП – быстродействующий внешний модуль E20‑10. Запись исходных данных осуществлялась автоматически с применением ПО LGraph2. Длительность записи информации равнялась 10 с. Определение параметров, характеризующих энергетический режим обработки, выполнялось с помощью компьютерной программы Matlab, адаптированной к процессу электроискрового легирования (ЭИЛ).
Анализ полученных зависимостей кинетики массопереноса от режимов обработки позволяет подобрать оптимальные режимы формирования покрытия, определить время обработки, разработать технологический процесс обработки деталей машин. На рисунке 1 приведены зависимости удельной эрозии анода и удельного привеса катода от времени ЭИЛ. Установлено, что максимальное значение привеса на катоде достигается в первоначальный момент обработки. После образования «вторичной» структуры на рабочем торце анода зависимости приобретают синусоидальный характер.
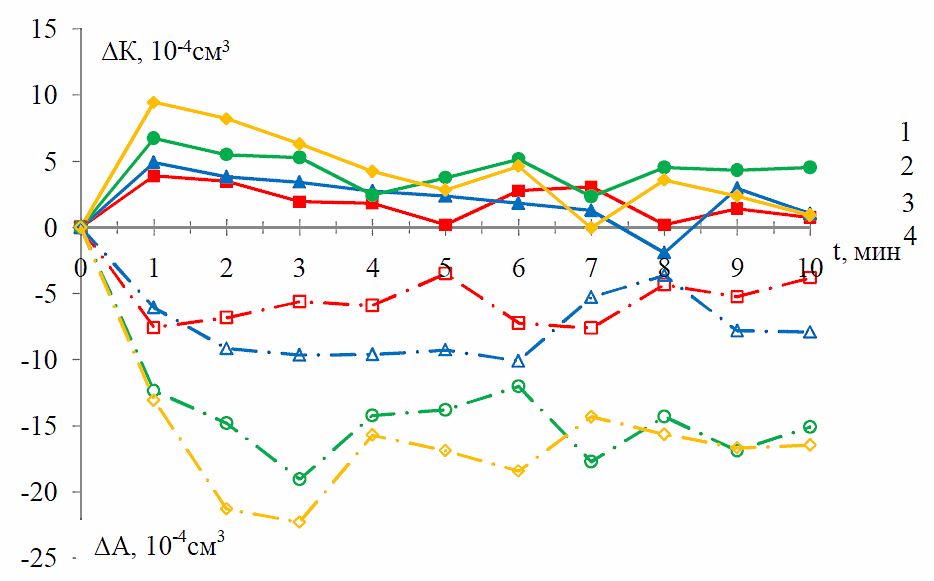
Рисунок 1. Удельный привес катода и удельная эрозия анода.
Количество импульсных разрядов при проведении процесса ЭИЛ представлены на рисунке 2. Видно, что в первые минуты обработки количество разрядов было более стабильным. Количество импульсных разрядов не влияет на эрозию СВС-сплава.
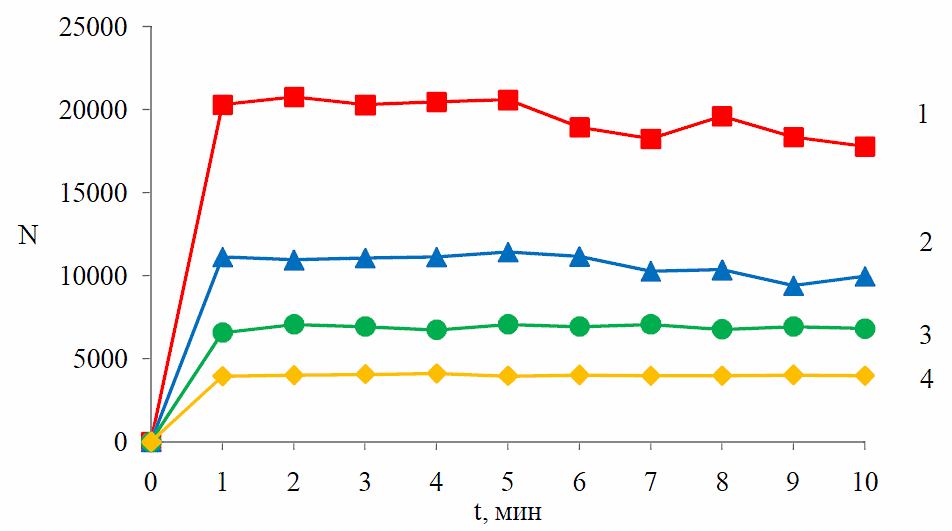
Рисунок 2. Количество рабочих импульсов (N) за минуту обработки.
Повышение энергии обработки способствует снижению количества импульсов в связи с тем, что увеличивается длительность импульсных разрядов. На рисунке 3 представлены рассчитанные значения суммарной энергии импульсных разрядов за 1 минуту обработки. Максимальная энергия обработки выявлена при использовании высокоэнергетического режима обработки.
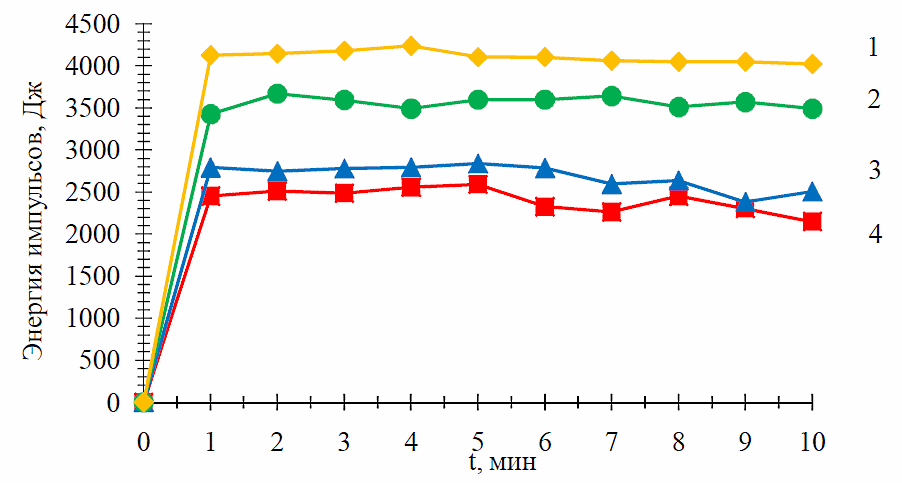
Рисунок 3. Значения суммарной энергии импульсных разрядов за минуту обработки.
Следует отметить, что АЦП позволяет устанавливать реальную энергию обработки, в отличие от паспортных характеристик установки. Реальные значения суммарной энергии ниже, что, по-видимому, связано как с ручной обработкой, так и с состоянием применяемого оборудования. На рисунке 4 представлены кинетические зависимости суммарной эрозии анода (∑ΔАi) и суммарного привеса катода(∑ΔКi) от времени ЭИЛ-обработки.
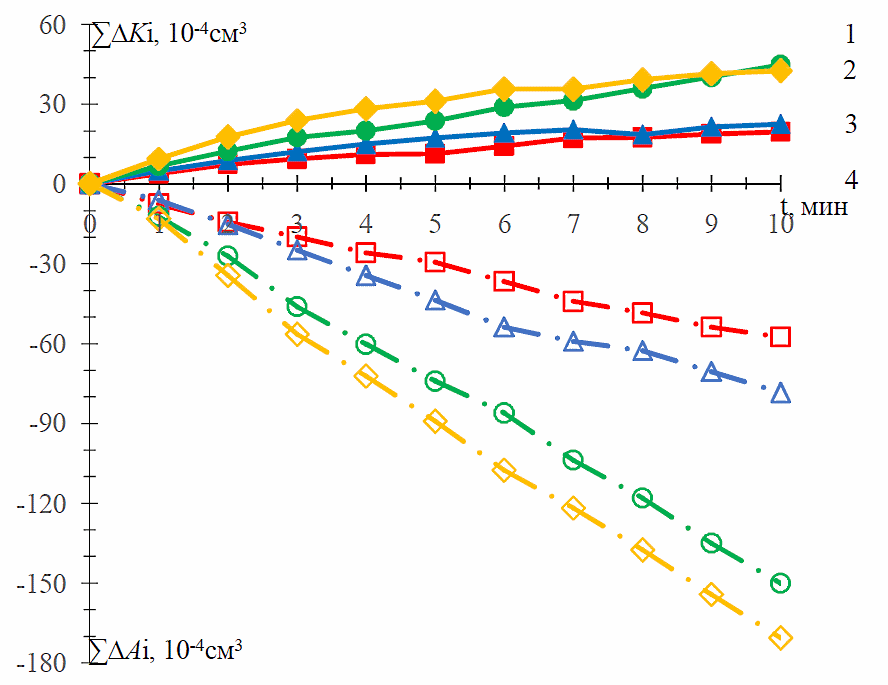
Рисунок 4. Зависимость суммарной эрозии анода ∑ΔАi и суммарного привеса катода ∑ΔКi от времени ЭИЛ-обработки.
Трехмерные изображения шероховатости электроискровых покрытий изображены на рисунке 5.
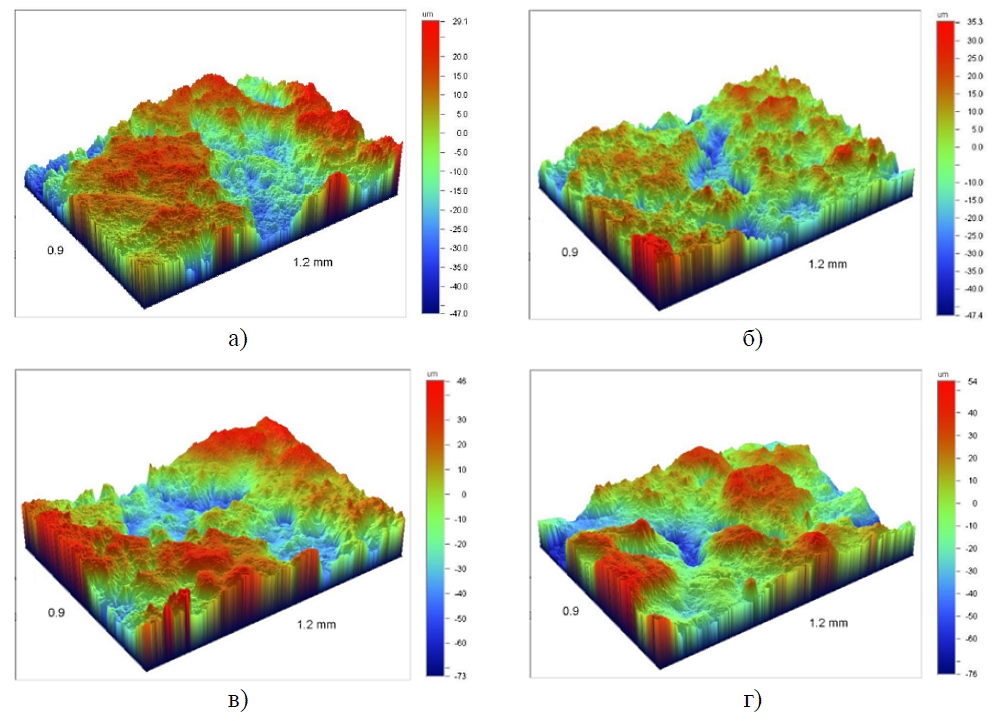
Рисунок 5. Трехмерные изображения шероховатости электроискровых покрытий.
Выводы:
Источник:
Каримов Р.Р., Кудряшов А.Е. Особенности формирования электроискровых покрытий из электродного материала СТИМ‑2/40НЖ на стали 20Х13 // Современные проблемы горно-металлургического комплекса. Наука и производство: материалы XVII Всероссийской научно-практической конференции. – Старый Оскол, изд-во: Старооскольский технологический институт. – 2021. – С. 218‑225.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск