 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
В Пермском национальном исследовательском политехническом университете защищена диссертация [1], целью которой является установление связи геометрических параметров швов с параметрами парогазового канала при электронно-лучевой сварке (ЭЛС) с осцилляцией луча с использованием анализа вторичного тормозного рентгеновского излучения, для повышения воспроизводимости параметров и качества сварных соединений.
Экспериментальные работы выполнялись на электронно-лучевой установке с энергетическим агрегатом ЭЛА‑6ВЧ.
Регистрация сигналов тормозного рентгеновского излучения осуществлялась с использованием датчика (рисунок 1) сцинтилляционного детектора (3) на основе монокристалла йодистого цезия, активированного таллием, оптическое излучение с которого регистрировалось твердотельным кремниевым фотоумножителем (4). Усиленный сигнал с фотоумножителя подавался на компьютерную информационно-измерительную систему с аналого-цифровым преобразователем Е20‑10. Исследование макроструктуры сварных соединений и измерения геометрических параметров сварных швов выполнялись на оптическом микроскопе Альтами СМ0745.
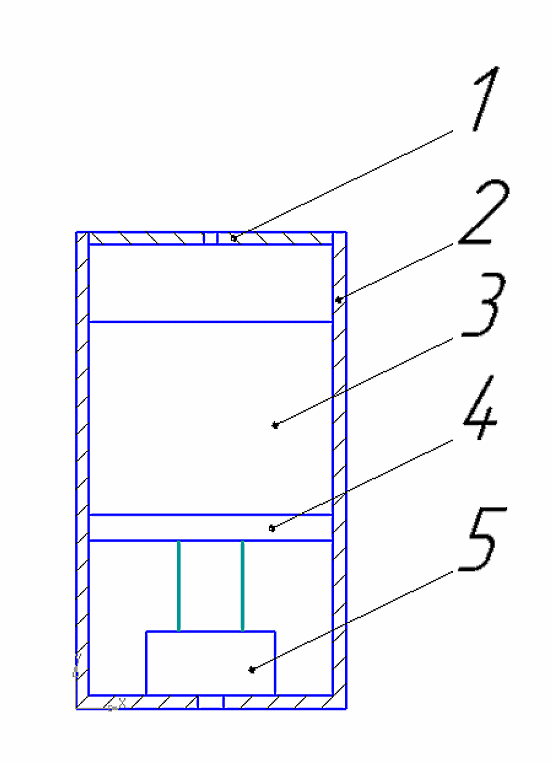 |
Рисунок 1. Принципиальная схема малогабаритного датчика рентгеновского излучения: 1 – диафрагма с круглым отверстием (коллиматор); 2 – свинцовый корпус датчика; 3 – сцинтилляционный детектор CsI(Tl) – СДН.25.10.10; 4 – кремниевый фотоумножитель MicroSB‑60035‑X13 v1.0; 5 – разъем сопряжения. |
Был проведен ряд натурных экспериментов по ЭЛС с целью оценки возможностей регистрации тормозного рентгеновского излучения из зоны сварки. В ходе выполнения экспериментальных работ производилась сварка образцов из высоколегированных хромоникелевых сталей 12Х18Н10Т и хромомолибденовой стали 15Х5М при ускоряющем напряжении 60 кВ и скорости сварки 5 мм/с. Глубина проплавления составляла от 7 до 15 мм. Давление остаточного газа в камере поддерживалось на уровне 10-2 Па. Рабочая дистанция составляла 100 мм. Посредством модуля Е20‑10 производилась запись сигналов с отклоняющей системы и рентгеновского датчика.
Схема проведения эксперимента представлена на рисунке 2.
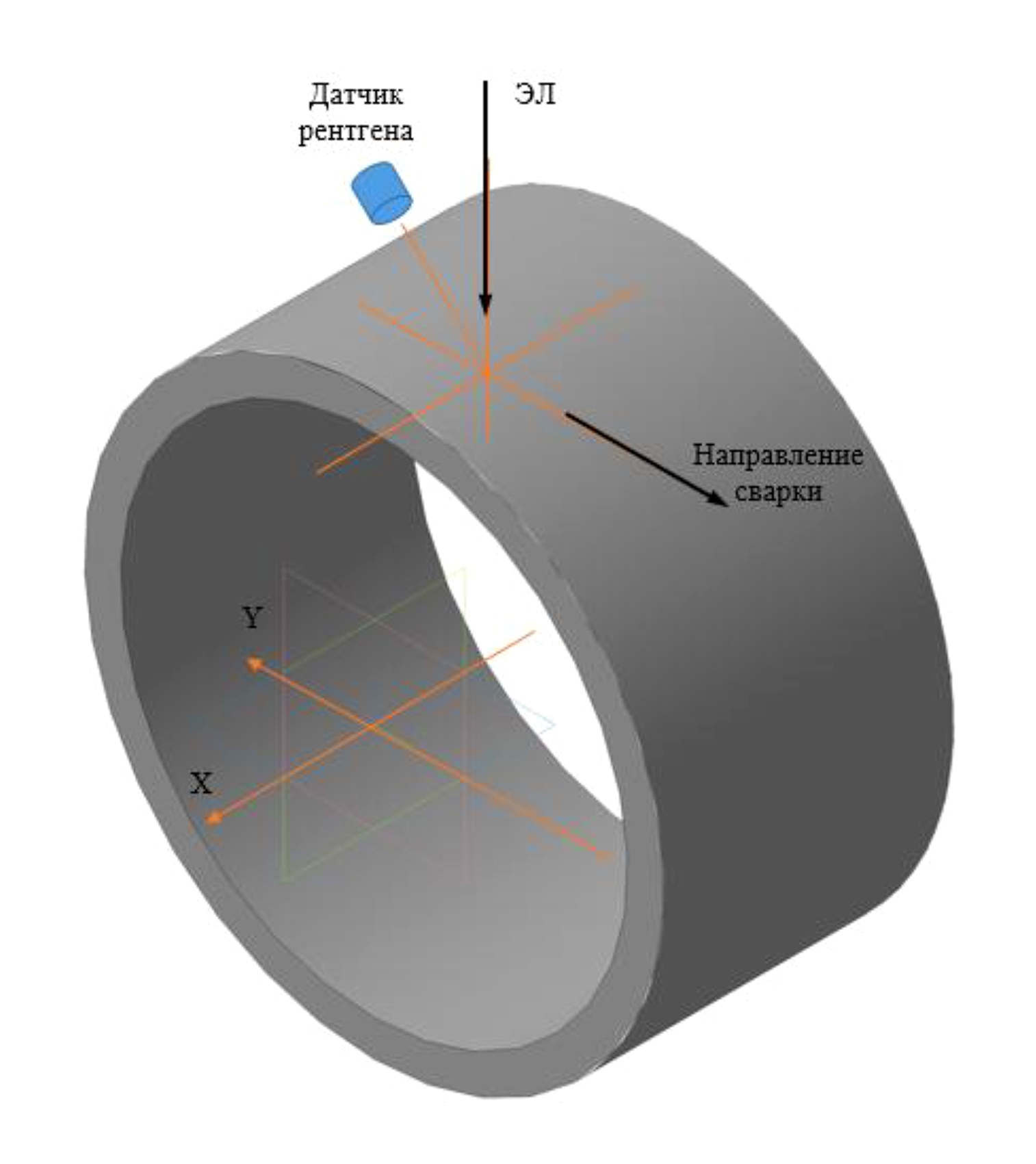 |
Рисунок 2. Схема проведения эксперимента с расположением рентгеновского датчика над зоной сварки. Эксперименты выполнялись на цилиндрических образцах диаметром 160 мм с толщиной стенки 10 мм. Над зоной сварки установлен датчик рентгеновского излучения под углом 45° к нормали поверхности на оси луча в плоскости сварки. Ось X – поперек стыка, ось Y – вдоль стыка. |
На рисунке 3 представлены результаты регистрации сигналов при установившемся режиме сварки с помощью программы LGraph2. Сварка производилась с продольной осцилляцией: амплитуда A=1 мм, частота f=810 Гц, Iсв=29 мА, Iф=835 мА (острый фокус), скорость сварки 5 мм/с.
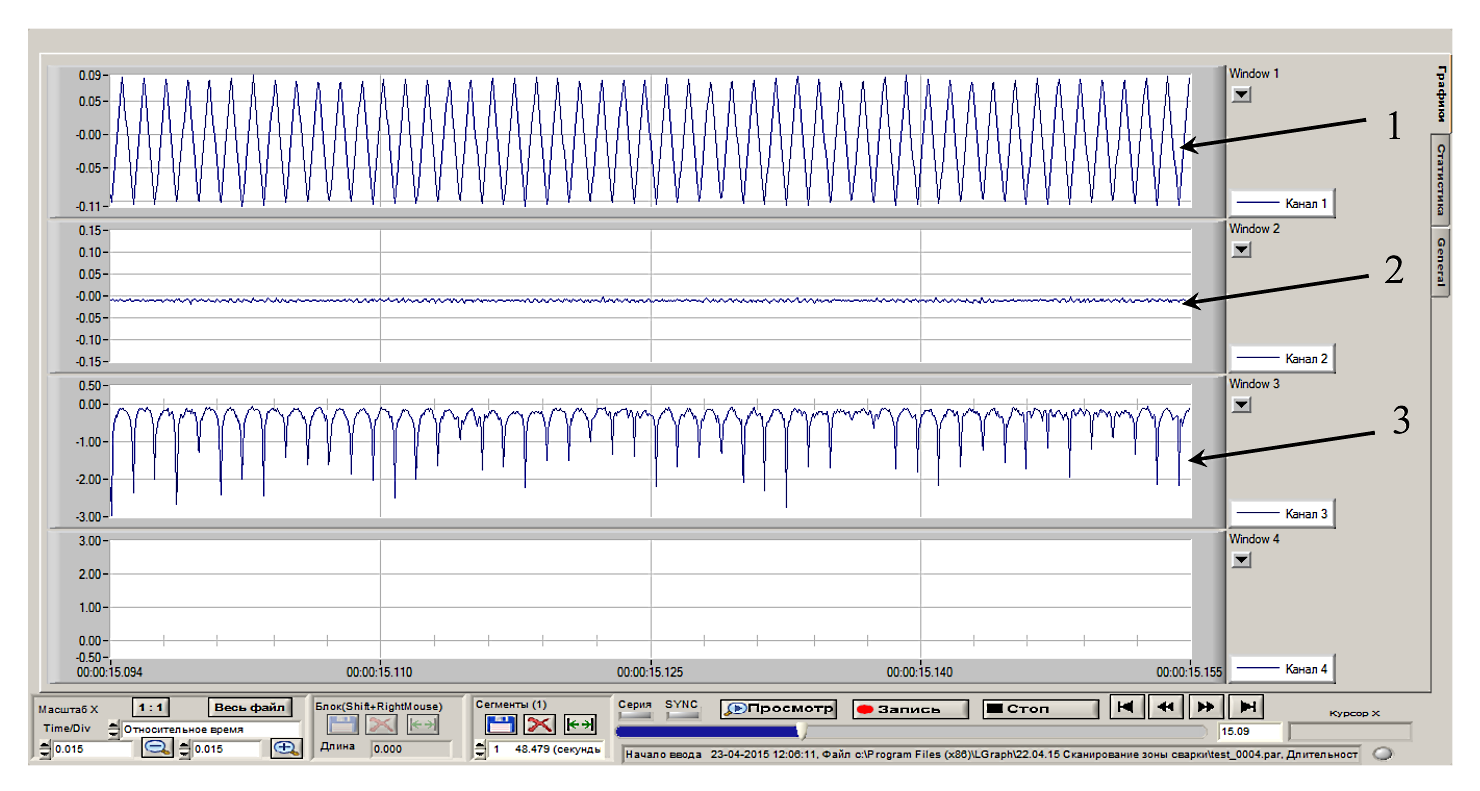
Рисунок 3. Сигналы с отклоняющей системы и рентгеновского датчика, записанные с помощью программы LGraph2, при ЭЛС с продольной осцилляцией луча вдоль оси Y (датчик сверху): 1 – осциллограмма сигнала с отклоняющей катушки Y; 2 – осциллограмма сигнала с отклоняющей катушки X; 3 – осциллограмма сигнала с рентгеновского датчика.
При выходе на установившийся режим выполнялась развертка электронного луча (ЭЛ) с дополнительной поперечной осцилляцией. На рисунке 4 представлены результаты регистрации сигналов при ЭЛС со сканированием парогазового канала. Параметры осцилляции: частота продольной осцилляции (ось Y) f=810 Гц, амплитуда Ay=1 мм, частота поперечной осцилляции (ось X) f=8 кГц, амплитуда Ax=0,5 мм. Использование частоты поперечной осцилляции в десять раз большей, чем для продольной составляющей (8 кГц и 810 Гц соответственно), позволяет выполнять осцилляции в форме растра, для сканирования парогазового канала.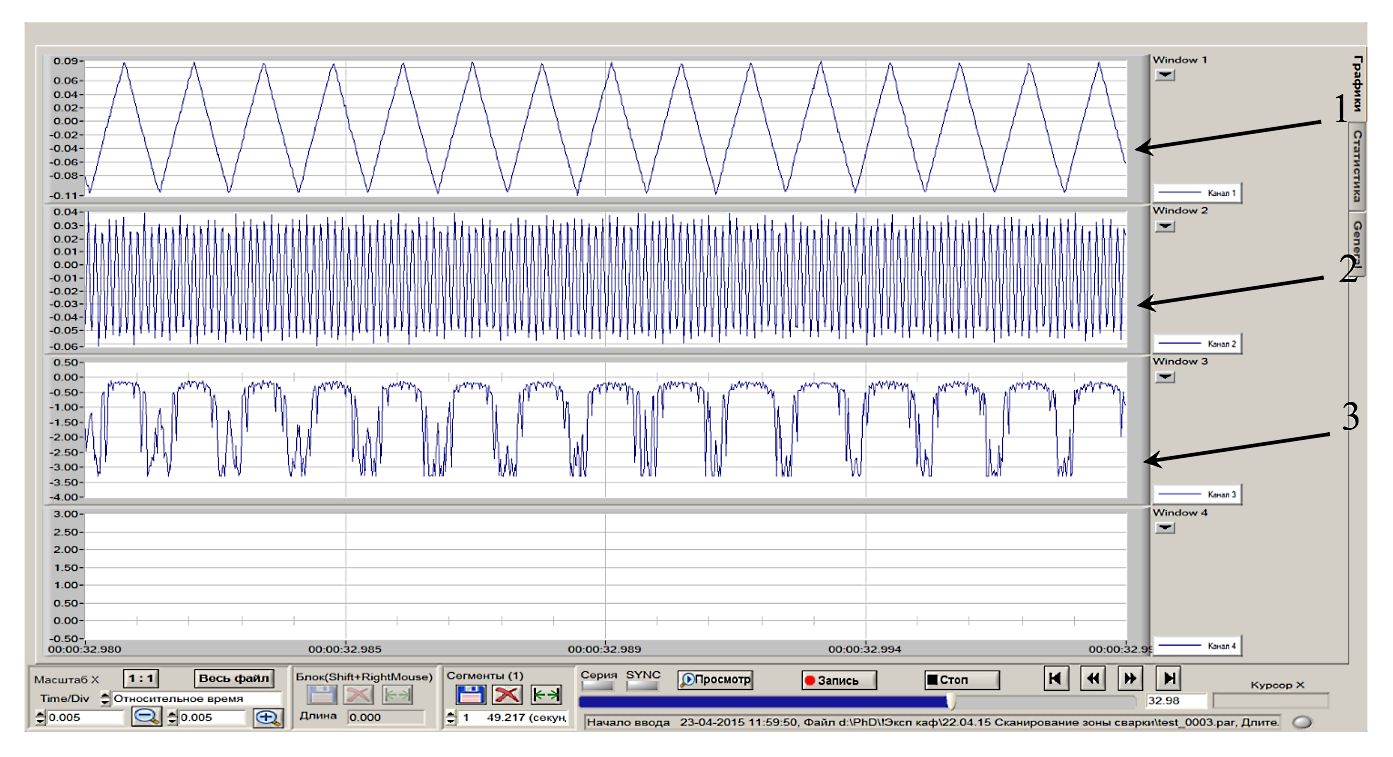
Рисунок 4. Сигналы с отклоняющей системы и рентгеновского датчика, записанные с помощью программы LGraph2, при сканировании парогазового канала (датчик сверху): 1 – осциллограмма сигнала с отклоняющей катушки Y; 2 – осциллограмма сигнала с отклоняющей катушки X; 3 – осциллограмма сигнала с рентгеновского датчика.
Схема проведения эксперимента представлена на рисунке 5.
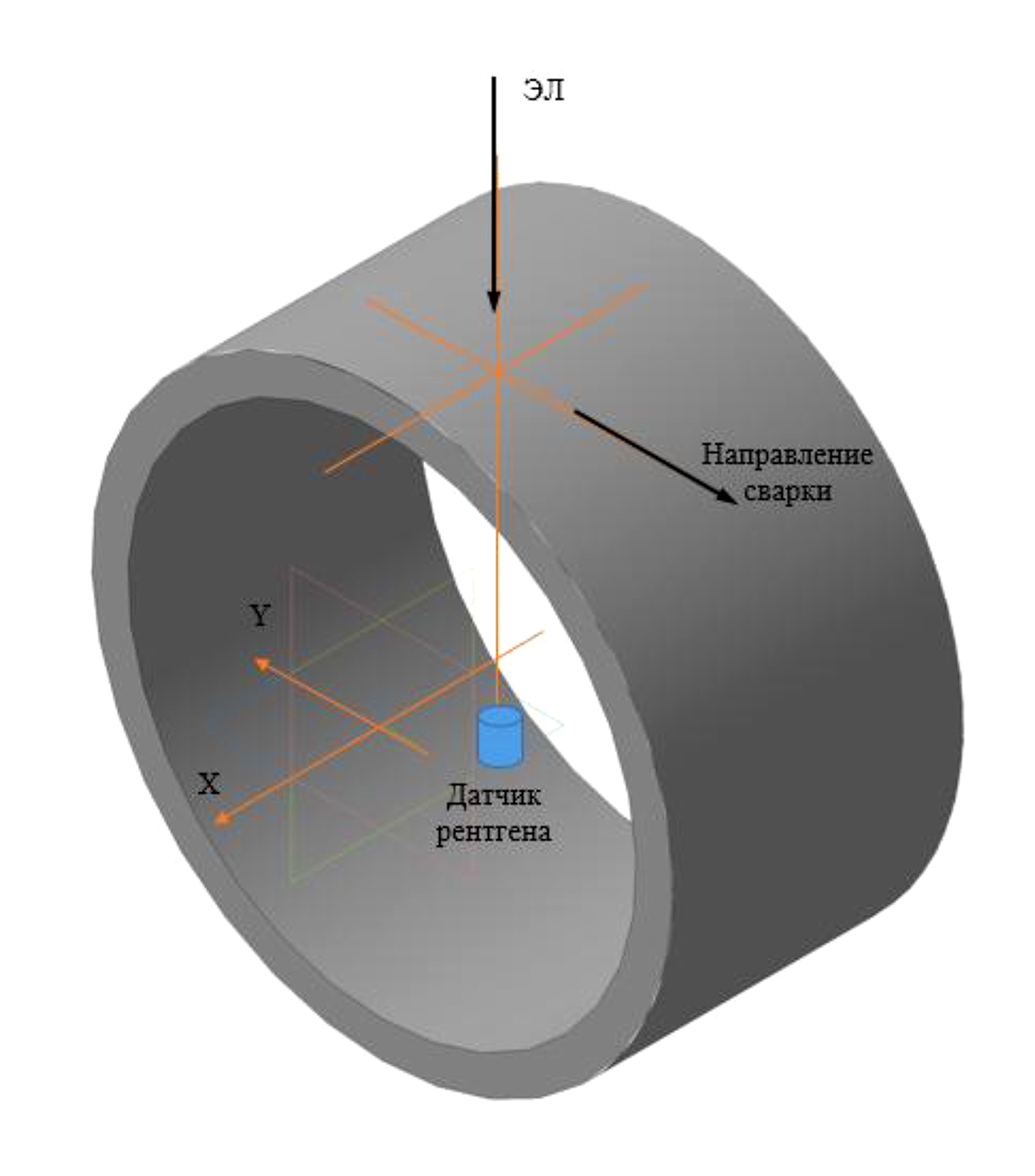 |
Рисунок 5. Схема проведения эксперимента с расположением рентгеновского датчика с обратной стороны изделия. Как и в предыдущей серии экспериментов, сварка выполнялась на цилиндрических образцах диаметром 160 мм с толщиной стенки 10 мм. Но для получения дополнительной информации рентгеновский датчик располагался с обратной стороны свариваемого изделия. |
При расположении датчика с обратной стороны изделия зарегистрированный сигнал также носит периодический характер, но его структура менее четкая, и пики расположены иначе относительно осцилляции луча. На рисунке 6 представлены результаты регистрации сигналов тормозного рентгеновского излучения при ЭЛС с продольной осцилляцией луча. Параметры режима: сварка с продольной осцилляцией: амплитуда A=0,8 мм, частота f=810 Гц, Iсв=45 мА, Iф=835 мА (острый фокус), скорость сварки 5 мм/с (Режим № 2).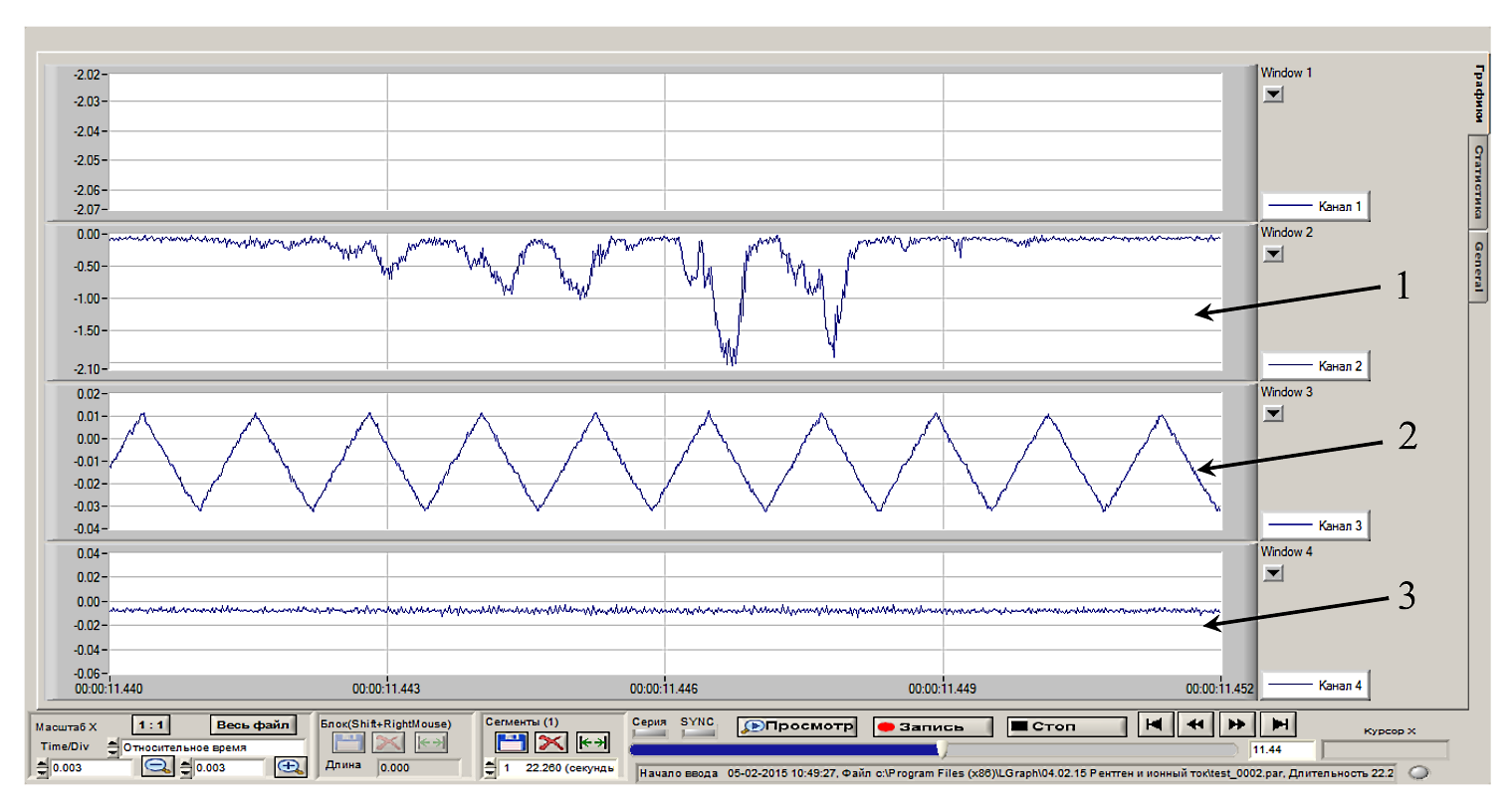
Рисунок 6. Сигналы с рентгеновского датчика и отклоняющей системы, записанные с помощью программы LGraph2, при ЭЛС с продольной осцилляцией луча вдоль оси Y (датчик снизу): 1 – осциллограмма сигнала с рентгеновского датчика; 2 – осциллограмма сигнала с отклоняющей катушки Y; 3 – осциллограмма сигнала с отклоняющей катушки X.
На рисунке 7 представлены результаты регистрации сигналов при ЭЛС со сканированием парогазового канала по развертке ЭЛ в форме растра: Ay=0,8 мм, частота f=810 Гц, Ax=0,5 мм, частота f=8 кГц, Iсв=50 мА, Iф=835 мА (острый фокус), скорость сварки 5 мм/с (Режим № 11).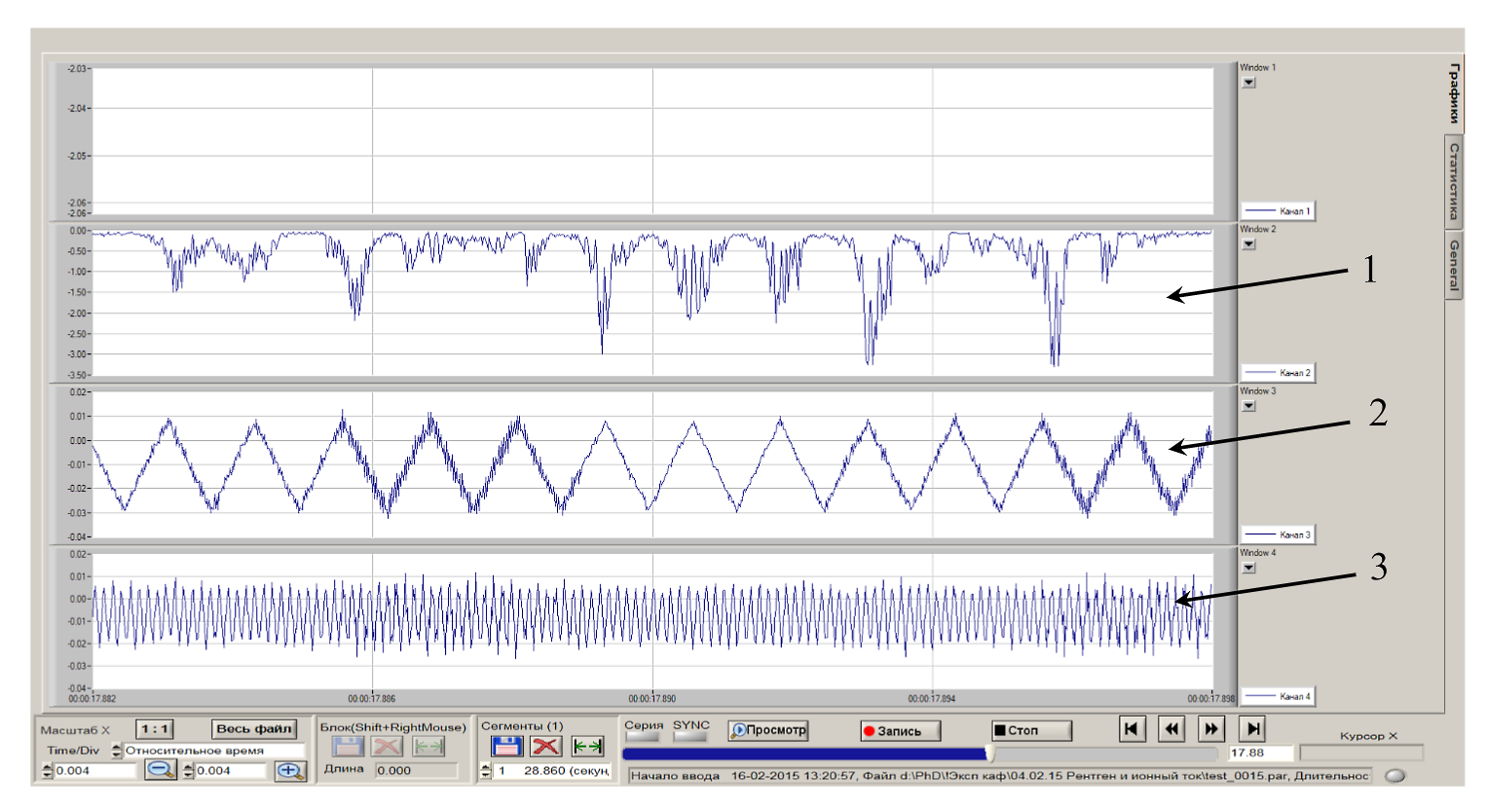
Рисунок 7. Сигналы с отклоняющей системы и рентгеновского датчика, записанные с помощью программы LGraph2, при сканировании парогазового канала (датчик снизу): 1 – осциллограмма сигнала с рентгеновского датчика; 2 – осциллограмма сигнала с отклоняющей катушки Y; 3 – осциллограмма сигнала с отклоняющей катушки X.
С использованием предложенной в диссертации методики были получены закономерности формирования сигнала тормозного рентгеновского излучения при ЭЛС с осцилляцией луча при различном расположении датчика относительно стороны ввода ЭЛ. Получены зависимости уровня сигнала тормозного рентгеновского излучения от положения ЭЛ в парогазовом канале при ЭЛС с продольной осцилляцией для трех режимов фокусировки. При обработке экспериментальных данных была также получена зависимость интенсивности проходящего рентгеновского излучения от глубины проплавления.
В акте внедрения результатов диссертационной работы Пермякова Г.Л на предприятии ПАО "Протон-ПМ" указано, что результаты данной работы были использованы при изготовлении деталей ответственного назначения. Использование результатов исследований в производственном процессе позволило повысить стабильность качества сварных соединений.
Источник:
Пермяков Г.Л. Взаимосвязь геометрических параметров швов с параметрами тормозного рентгеновского излучения при электронно-лучевой сварке с осцилляцией луча: диссертация на соискание ученой степени кандидата технических наук. – Пермь. – 2018. – 151 с.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск