 +7 (495) 785-95-25
+7 (495) 785-95-25 +7 (495) 785-95-14
+7 (495) 785-95-14 sale@lcard.ru
sale@lcard.ru English version
English version
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
Яркий пример применения модуля E20‑10 в задаче акустико-эмиссионной (AЭ) диагностики оборудования мы находим в статье специалистов компании ООО «ИНТЕРЮНИС-ИТ» (Москва) [1]. Объектом диагностики явились роликовые опоры вращающихся печей опорных блоков глиноземного комбината без их дополнительного нагружения и без вывода из эксплуатации (рисунок 1). Исследованы возможности проведения непосредственно в рабочем режиме фильтрации акустических шумов, локации повреждений и идентификации типа повреждения.
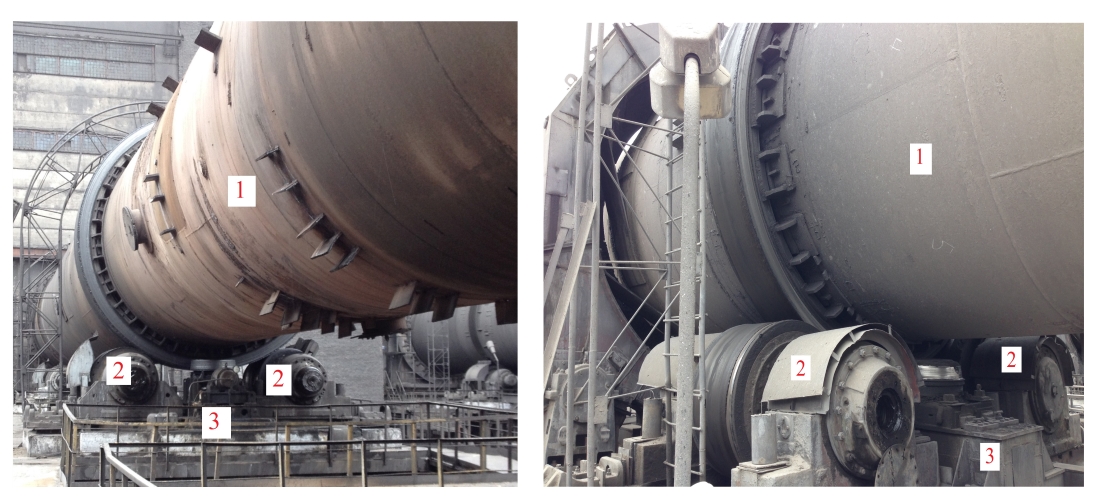
Рисунок 1. Вращающаяся печь, опирающаяся на парные роликовые опоры: 1 – печь, 2 – опорные ролики, 3 – фундамент опоры.
Объектом контроля являлась роликовая опора вращающейся печи (рисунок 2). Печь представляет собой цилиндр диаметром до 5 м и длиной до 185 м, установленный с наклоном. Она предназначена для спекания руды с целью образования твердых алюминатов. Печь опирается на 7‑8 парных роликовых опор.
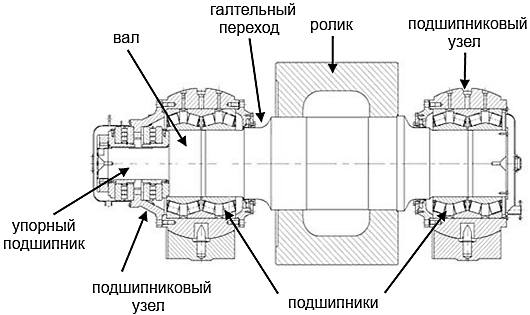
Рисунок 2. Схема роликовой опоры.
На основании информации об известных дефектах по АЭ данным были идентифицированы такие дефекты, как усталостные трещины на галтельных переходах, износ поверхности вала при фрикционном контакте, трещины внутреннего кольца подшипника и бринеллирование, а также нарушение режима смазки.
Применялись преобразователи акустической эмиссии (ПАЭ) типа GT200 (компании «ГлобалТест») с рабочим частотным диапазоном 130‑200 кГц. Сигнал с преобразователей предварительно поступал на предусилитель производства компании «ИНТЕРЮНИС‑ИТ», с коэффициентом усиления 26 дБ и частотным фильтром 30‑500 кГц. В качестве системы сбора данных использовался модуль АЦП E20‑10 «Л КАРД» и универсальный прибор неразрушающего контроля «UNISCOPE» компании «ИНТЕРЮНИС‑ИТ».
При исследовании шумов значимым внешним источником акустических шумов являются задиры и шероховатости на поверхности ролика или бандажа печи. При соприкосновении с местом задира возникает сигнал АЭ с амплитудой до 100 дБ. Однако такие мешающие сигналы легко могут быть исключены из дальнейшего анализа, поскольку их регистрация происходит с определенным периодом, равным периоду вращения роликовой опоры либо печи (рисунок 3).
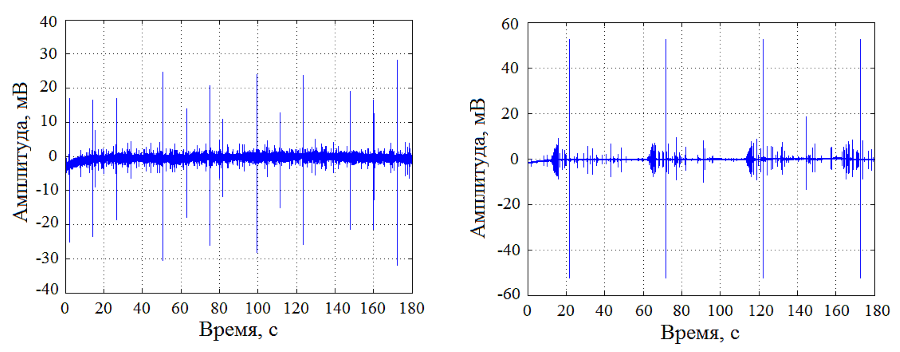
Рисунок 3. АЭ сигналы с периодом 12.5 с и 50 с, связанные с задирами и шероховатостями на поверхности ролика или бандажа печи.
В одном из подшипников высохла смазка, что привело к интенсивному трению и возникновению скрежета в звуковом диапазоне. ПАЭ также зафиксировали сигналы с амплитудой около 100 дБ и длительностью более 100 000 мкс (рисунок 4). Таким образом, путем идентификации такого рода сигналов можно проводить оценку состояния смазочного материала.
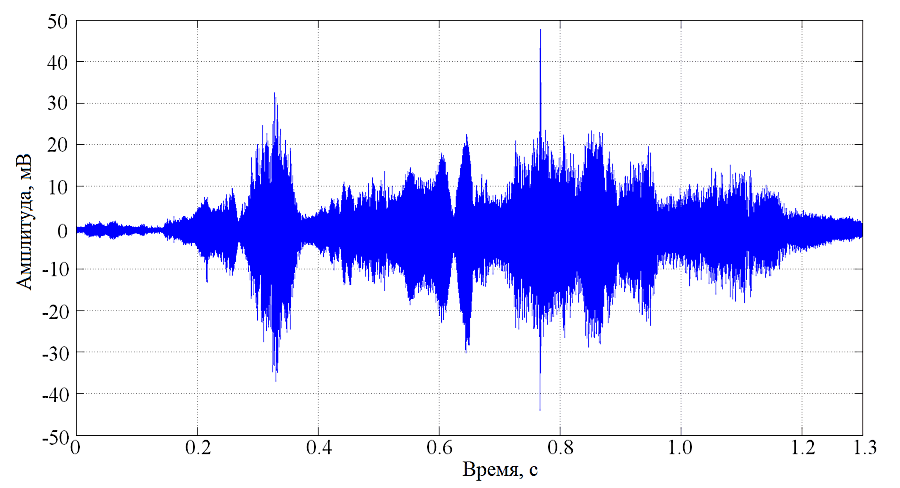
Рисунок 4. АЭ сигнал, зарегистрированный на корпусе подшипника. Пересыхание смазки.
АЭ сигнал, характерный для процесса трения, – это непрерывный случайный процесс, характеризующийся распределением амплитуд импульсов, близким к нормальному, что не характерно для трещин. Обнаружено, что более высокие среднеквадратичные значения (СКЗ) амплитуды акустического сигнала наблюдаются у роликовых опор с большим сроком эксплуатации, что позволяет сделать вывод о том, что СКЗ амплитуды АЭ сигнала характеризует интегральную степень износа поверхности вала. На рисунке 5 приведены сигналы, полученные при диагностике валов роликовых опор, находящихся в эксплуатации 2 и 9 лет.
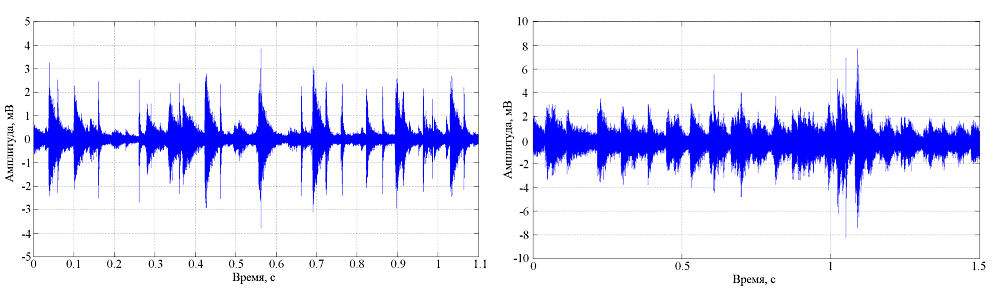
Рисунок 5. АЭ сигналы, полученные при диагностике валов роликовых опор, находящихся в эксплуатации 2 и 9 лет.
Выводы:
Источник:
Елизаров С.В., Барат В.А., Бардаков В.В., Чернов Д.В., Терентьев Д.А. АЭ‑контроль динамического оборудования на примере роликовых опор вращающихся печей // Контроль. Диагностика. – 2017. – № 7. – С. 4‑11.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4, стр. 2
Многоканальный телефон:
+7 (495) 785-95-25
Факс: +7 (495) 785-95-14
Отдел продаж: sale@lcard.ru
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск