 +7 (495) 785-95-25
+7 (495) 785-95-25 lcard@lcard.ru
lcard@lcard.ru
Меню

+7 (495) 785-95-25
sale@lcard.ru
sale@lcard.ru
В Пермском национальном исследовательском политехническом университете разработан принцип и техническая реализация управления фокусировкой луча при электронно-лучевой сварке (ЭЛС) [1] .
Исследования и анализ работы системы осуществлялись на тестовом стенде, включающем в себя сварочную установку, промышленный микроконтроллер Siemens серии S7-1200, ряд схемотехнических решений, предназначенных для согласования электронных устройств (рисунок 1). Структурная схема компонентов экспериментального стенда представлена на рисунке 2.
Управление фокусировкой осуществлялось на основе разработанного принципа анализа вторичного тока [1].

Рисунок 1. Исследовательский стенд.
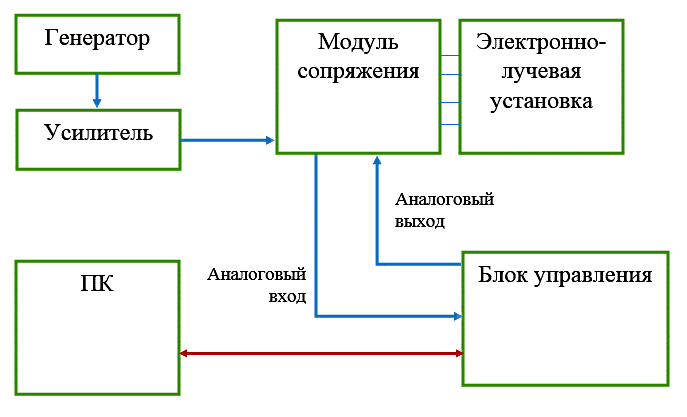
Рисунок 2. Структурная схема экспериментального образца системы управления фокусировкой.
В ходе исследований был разработан программный продукт, назначением которого являлась реализация процесса управления фокусировкой как в демонстрационном режиме, когда на вход программы подавалась выборка измеренных значений вторичного электронного тока, так и в режиме сопряжения с системой управления сварочной установкой, когда процесс уже осуществлялся в режиме реального времени. При разработке использовалась библиотека Qt4.8, взаимодействие с системой управления установкой электронно-лучевой сварки осуществлялось посредством АЦП и ЦАП L-Card E14-440 и E14-140M.

Рисунок 3. Рабочее окно программного регулятора на основе модулей E14-440 и E14-140M.
Действие внешних помех, приводящих к дрейфу фокусировки, моделировалось изменением в процессе сварки рабочей дистанции (расстояния между свариваемым образцом и электронно-лучевой пушкой). На рисунке 4 приведена схематичная иллюстрация данного процесса.

Рисунок 4. Моделирование изменения фокусного расстояния посредством использования наклонного опытного образца: а) без управления фокусировкой; б) управление фокусировкой активно.
В результате при использовании системы управления фокусировкой значительно повышается равномерность получаемых сварных швов – изображения поперечных разрезов, приведенных на рисунке 5, наглядно демонстрируют качественные изменения сварного шва при использовании управления фокусировкой луча.

Рисунок 5. Поперечные сечения швов при разных положениях точки фокуса: а) без управления фокусировкой; б) управление фокусировкой активно.
Натурные испытания экспериментального образца показали улучшение равномерности сварных швов на 50% за счет повышения точности задания положения фокуса. В тоже время за счет снижения на 60% времени, требуемого на предварительную настройку, возросла производительность сварочной установки. Созданная система позволяет получать сварные швы с заданными параметрами на протяжении всего цикла службы катодного элемента электронной пушки за счет обеспечения стабильности фокусировки, а также позволяет исключить процесс поиска оптимального положения фокуса из зоны ответственности оператора установки, как следствие, повышается производительность установки и качество получаемых сварных соединений, существенно снижается процент брака.
Источник:
1. Щавлев В.Е. Диссертация на соискание ученой степени кандидата технических наук «Автоматизация управления фокусировкой при электронно-лучевой сварке на основе вторичного электронного тока в плазме». – Пермь. – 2015. – С. 121.
Адрес: 117105, Москва, Варшавское шоссе, д. 5, корп. 4
Многоканальный телефон: +7 (495) 785-95-25
Письма и запросы: lcard@lcard.ru
Отдел продаж: sale@lcard.ru
Мы работаем с юридическими и физическими лицами, пожалуйста, прикладывайте реквизиты при оформлении заказа
Техническая поддержка: support@lcard.ru
Время работы: с 9-00 до 19-00 мск